Knit fabric testing… sounds like a lab thing. Technical. Maybe even a bit dry.
But in reality, it’s what keeps everything under control.
Because once fabric moves into production—cutting, sewing, finishing—there’s no easy fix if something was off at the beginning. So testing catches those gaps early. Or at least, that’s the idea.
It’s not just about ticking boxes either.
You’re checking if the fabric will actually perform—in the garment, in use, even after washing.
Key Knit Fabric TestsGSM (Grams per Square Meter)
GSM is a measure of the weight of fabric per square meter. It is an important indicator of fabric quality, handle and end use. Accurate GSM control ensures consistent fabric weight, cost efficiency and garment performance.
Typical standards: ISO 3801 / ASTM D3776.
Sample prep & method:
- Condition samples at 21 ± 1 °C, 65 ± 2% RH for ≥4 hours.
- Cut 5–10 specimens using a GSM cutter (usually Ø100 mm → area = 0.00785 m²).
- Weigh and compute GSM:
Instruments: GSM circular cutter + precision balance (0.01 g).
Typical acceptance:
- Single jersey tees: 140–200 GSM, tolerance ±3–5%
- Piqué polo: 180–240 GSM, tolerance ±3–5%
- Fleece (brushed): 260–350 GSM, tolerance ±5%

Thickness
Fabric thickness influences comfort, warmth, drape and appearance. Thickness testing ensures consistency and appropriateness for specific types of garments such as t-shirts, activewear or outerwear.
Standard: ASTM D1777 / ISO 5084.
Method: Place specimen under specified pressure (e.g., 1 kPa) and record thickness.
Instruments: Thickness gauge with flat presser foot.
Acceptance (guideline):
- Light tees: 0.35–0.55 mm
- Midweight tees/polo: 0.55–0.85 mm
- Fleece: 1.2–2.5 mm

Bursting Strength
Bursting strength is the property of the knit fabric to resist multi-directional pressure. This test is important to determine the durability of the fabric especially for stretchable and performance garments.
Standards: ISO 13938‑1/2 (hydraulic/pneumatic), ASTM D3786.
Method: Clamp specimen; pressurize until rupture; report kPa.
Instruments: Hydraulic/pneumatic burst tester with suitable diaphragm/cup.
Typical minimums (buyer-dependent):
- Single jersey: > 250–350 kPa
- Interlock/rib: > 300–450 kPa
- Fleece: > 400–600 kPa

Tensile strength
Tensile strength is the resistance of fabric to breaking under tension. It ensures the durability of the fabric while cutting, sewing, wearing and washing.
Method: Elongate specimen at constant rate; report break load (N) and elongation (%).
Use: Often for woven; still used by some buyers for knits at seams.
Composition & Stitch Length (SL)
-
Composition
Composition confirms fiber content (e.g., cotton, polyester, elastane) to meet buyer and regulatory requirements.
Standards: ISO 1833 series (quantitative fiber analysis).
- Method: Chemical dissolution or burn test (screening), confirm with FTIR/microscopy.
- Tolerance: Blend % typically ±3% of label claim (jurisdiction/buyer specific).
Stitch Length (SL)
- Stitch Length (SL) affects GSM, fabric cover, elasticity and dimensional stability.
- Method: Measure over a course, count wales/courses; or machine counter settings.
- Optimization: SL ↑ ⇒ GSM ↓ and more drape; SL ↓ ⇒ GSM ↑ and tighter cover.
Dimensional Stability / Shrinkage
Dimensional stability is the fabric’s ability to hold its original size and shape after washing and drying and wearing. This test is crucial for quality assurance, as too much shrinkage results in fit problems and buyer rejects.
Why: Fit & silhouette post‑laundering.
Standards: AATCC 135 / ISO 6330 (domestic laundering), AATCC 150 (home wash for garments).
Method: Mark 35×35 cm (or 50×50 cm), launder per care code (e.g., 40 °C, normal, tumble dry), condition and compute change:
Typical acceptance (after 1–3 cycles):
- Single jersey/Interlock: −5% to +3% (Length), −3% to +3% (Width)
- Fleece/Heavier knits: −6% to +3% (Length), −4% to +3% (Width)
- Total dimensional change (|L|+|W|) often ≤ 8%
Skewness
Skewness is the distortion or angular displacement of the knit structure which gives the fabric or garment a twisted or diagonal appearance. Skewness is generally evaluated after washing and needs to be controlled to maintain garment appearance and alignment
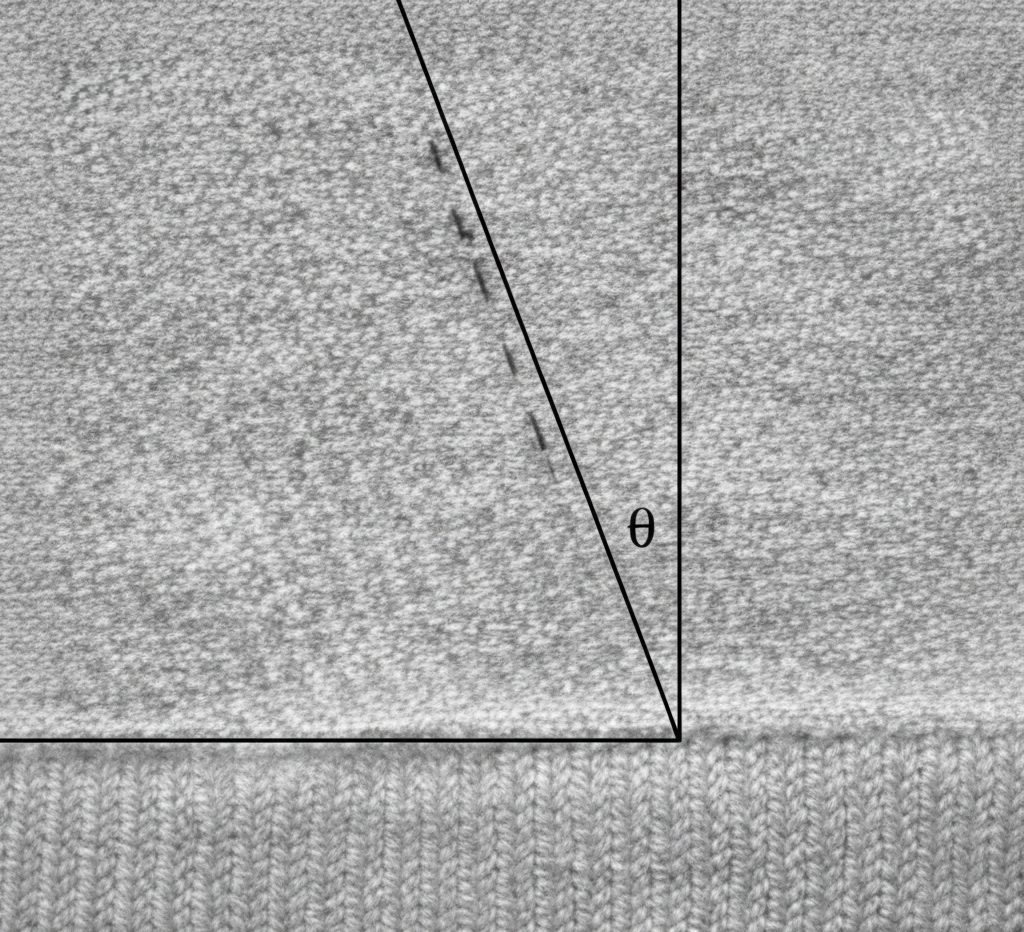
Standards: AATCC 179 / AATCC 135 protocol for skew; some buyers use internal SOP.
Method: After wash/dry, measure course angle or lateral displacement vs. length; report % skew:
Controls: Balanced yarn twist, correct overfeed, compacting, heat‑set (for blends).
Typical acceptance: ≤ 3% (premium) to ≤ 5% (mass market).
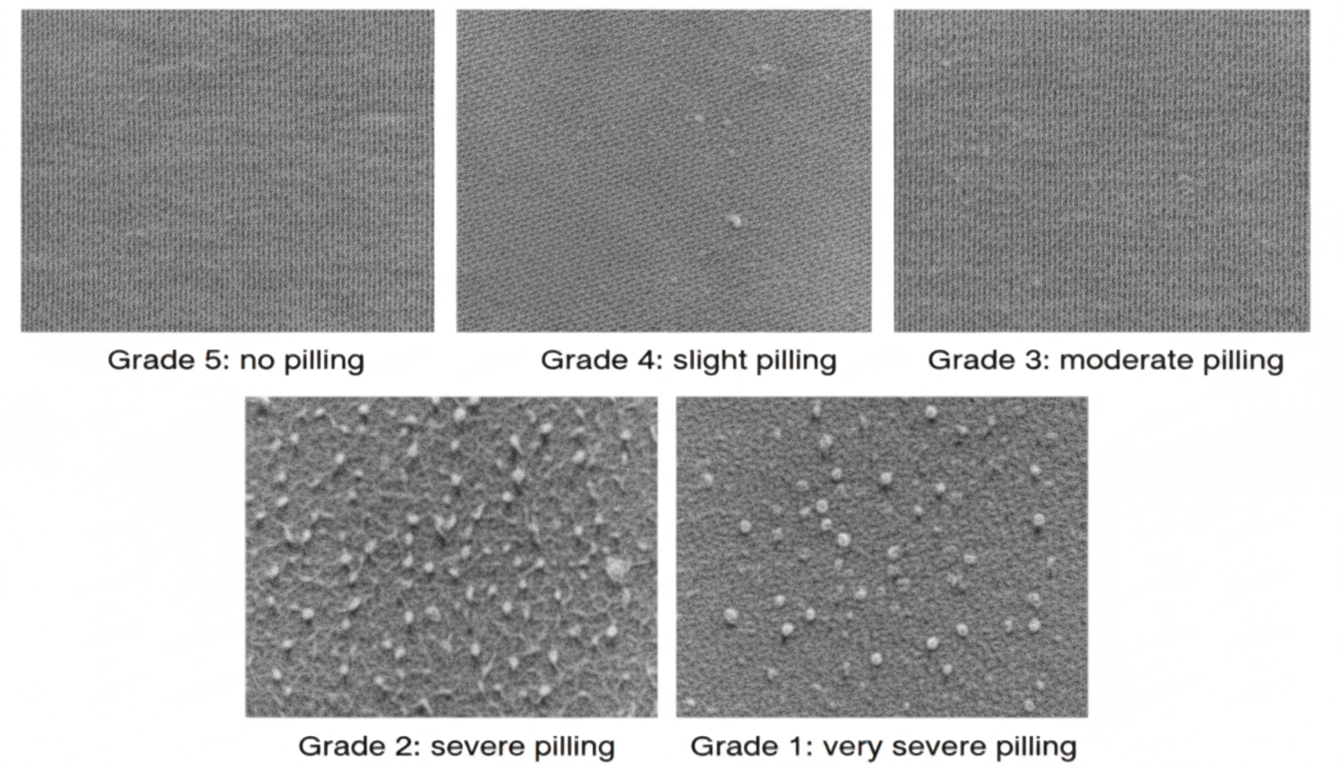
Pilling Resistance
Pilling is the formation of small balls on the surface of the fabric due to abrasion. Fabrics are graded from 5 to 1. Grade 5 means no pilling and Grade 1 means very severe pilling. Pilling resistance is important for fabric aesthetics and customer satisfaction.
Why: Aesthetics and handfeel over wear life.
Standards: ISO 12945‑2 (Martindale), ISO 12945‑1 (IPE), ASTM D4970, ASTM D3512 (Random Tumble), ICI.
Method: Abrade for specified cycles; visually grade vs. standards Grade 5 (best) → 1 (worst).

Typical targets (after defined cycles):
- Cotton jersey (Martindale 2000–5000 cycles): Grade ≥ 3–4
- CVC/PC blends: Grade ≥ 4
- Brushed fleece face: specify face/lining sides separately.
Air Permeability (Cover Factor)
Air permeability is a measure of how easily air passes through the fabric. This property influences the breathability, comfort and thermal regulation. It is especially important for activewear, sportswear and summer clothing.
Why: Breathability, comfort and moisture management.
Standards: ASTM D737 / ISO 9237.
Method: Air flow through a defined area at a set pressure drop (e.g., 100 Pa); report L/m²/s or cm³/cm²/s.
Typical targets:
- Activewear jersey: > 400–800 L/m²/s (high breathability)
- Polo/piqué: 200–500 L/m²/s
- Tight interlock or laminated: specify lower ranges as needed
Complementary Tests (Recommended)
Colorfastness:
- To Washing AATCC 61 / ISO 105‑C;
- To Rubbing AATCC 8 / ISO 105‑X12;
- To Perspiration AATCC 15 / ISO 105‑E04;
- To Light AATCC 16 / ISO 105‑B02.
Targets: Grade 4 or above for color change/staining, unless otherwise specified.
To Washing AATCC 61 / ISO 105‑C;
To Rubbing AATCC 8 / ISO 105‑X12;
To Perspiration AATCC 15 / ISO 105‑E04;
To Light AATCC 16 / ISO 105‑B02.
Targets: Grade 4 or above for color change/staining, unless otherwise specified.
Spirality After Laundering (Jersey): AATCC 199—controls side seam torque; typical ≤ 4–5%.
Dimensional Stability to Relaxation Drying/Compacting: Mill control step; target ≤ 2% pre‑garment.
Elastic Recovery (With Elastane): ASTM D2594 (growth), ASTM D3107/ISO 14704‑1 (extension & recovery).
Targets: growth ≤ 6–8%, recovery ≥ 85–90% depending on end use.
Moisture Management / Wicking (Activewear): AATCC 195, AATCC 197; specify wicking rate or OMMC.
Hand/Handle Proxy: Bending/Shear via Kawabata or FAST (optional for R&D).
Sampling & Conditioning
Before any test happens, there’s a bit of groundwork.
Not complicated—but if it’s wrong, everything after it becomes questionable.
First comes lot definition. Basically grouping fabric that comes from the same place—same construction, same color, same finish, same machine setup. Keep it within a controlled production window too. Otherwise, you’re comparing apples to something else entirely.
Then sampling.
- Around 2–5 meters for lab testing
- Or 5–10 cut specimens per test if the standard asks for it
Nothing random here. Samples should represent the lot properly. If you pick selectively… results won’t tell the real story.
Conditioning (Often Ignored, but Important)
Fabric needs to “settle” before testing.
- Temperature: 21 ± 1°C
- Humidity: 65 ± 2% RH
- Time: at least 4 hours
This step sounds small. But moisture and temperature change fabric behavior—weight, strength, even dimension.
Skip conditioning… and numbers shift.
Reporting (Don’t Just Write the Result)
Final reports aren’t just about values.
They usually include:
- Fabric ID
- Construction details
- Yarn count and machine gauge
- Dyeing/finishing route
- Test method (ISO / ASTM version)
- Instruments used
- Operator and environment
Because later, if something goes wrong, people will come back and check… how was this tested?
Process Controls (Mill Floor)
Testing is one side. Control is the other.
On the mill floor, quality starts much earlier.
Knitting Stage
Here, structure is formed.
- Gauge selection
- Yarn twist balance
- Stitch length (SL) adjustment
- Loop length monitoring
Small changes here affect GSM, strength, even shrinkage.
Wet Processing
After knitting, fabric goes through preparation.
- Prescouring (cleaning impurities)
- Enzyme or bio-polish (reducing pilling tendency)
- Heat setting (especially for synthetics or blends)
This stage quietly shapes fabric performance.
Compacting
This is where dimensional stability gets tuned.
- Overfeed adjusted
- Pressure controlled
Goal:
→ Hit target GSM
→ Control shrinkage
Too much or too little… and things shift after washing.
Drying & Relaxation
Fabric isn’t just dried—it’s relaxed.
- Relax tumble dryers
- Relax dryers
These help release internal tension built during processing.
If not done properly, fabric may shrink later in garments.
Final QA
Before dispatch, one last check.
- 4-point inspection system
- Shade variation (banding)
- Twist or spirality check
- Final lab tests
This is the last filter before fabric moves out.
Typical Buyer‑Style Specification Snapshot (Guideline)
| Property | Single Jersey Tee | Piqué Polo | Brushed Fleece |
|---|---|---|---|
| GSM (ISO 3801) | 160–200 ± 5% | 200–240 ± 5% | 280–340 ± 5% |
| Thickness (ISO 5084) | 0.45–0.75 mm | 0.60–0.90 mm | 1.5–2.5 mm |
| Bursting (ISO 13938‑2) | ≥ 300 kPa | ≥ 350 kPa | ≥ 450 kPa |
| Shrinkage L/W (ISO 6330) | L −5%…+3%; W −3%…+3% | same | L −6%…+3%; W −4%…+3% |
| Skewness (AATCC 179) | ≤ 3–5% | ≤ 3–5% | ≤ 3–5% |
| Pilling (ISO 12945‑2) | ≥ 3–4 @ 5000 cyc | ≥ 4 @ 5000 cyc | Face ≥ 3–4 |
| Air Permeability (ASTM D737) | 400–800 L/m²/s | 200–500 | 80–250 |
Note: Values vary by buyer/brand, fabric construction and finish. Always align with the PO/Tech Pack.
Root Causes & Corrective Actions (Quick Reference)
- High Shrinkage: Low overfeed/compacting → increase overfeed; optimize dryer/compactor temp; relax tumble.
- High Skew/Spirality: Unbalanced yarn twist, high machine take‑down → adjust yarn twist, reduce take‑down, heat‑set (blends).
- Poor Pilling: Short fibers, high hairiness, loose structure → enzyme/bio‑polish, singeing, tighter SL, blend optimization.
- Low Bursting: Coarse needle damage, low stitch density → change needles, reduce SL (increase density), optimize finishing.
- Low Air Permeability: Excessively tight structure/finish → relax SL, lower resin/add-on, consider mesh/pique constructions.
Documentation & Reporting Template (lab-ready)
Header: Buyer • Style • Color • Lot • Roll IDs • Machine Gauge • Yarn Count/Type • Finish Route
Test Matrix: Method • Spec • Result • Pass/Fail • Remarks
Attachments: Photos (pilling grades, skew images), raw data sheets, calibration certificates (annual), environmental logs.