Knitted fabrics are popular for their comfort, elasticity and wide application in fashion. But, since they are made of inter-looped yarns, they are more susceptible to defects than woven fabrics. One fault can affect the structure which may be more obvious after dyeing, washing or finishing. For manufacturers, even minor defects can balloon into major problems, resulting in rejections, claims and broken buyer relationships.
It is very important to know the types of defects, causes of defects and preventive measures which can be applied in each stage from yarn preparation to knitting, dyeing, finishing and inspection to control this risk.
knit fabric defects due to problems in:
- Yarn quality
- Knitting machine settings
- Machine parts (needle, sinker, cam)
- Process handling
- Dyeing and finishing
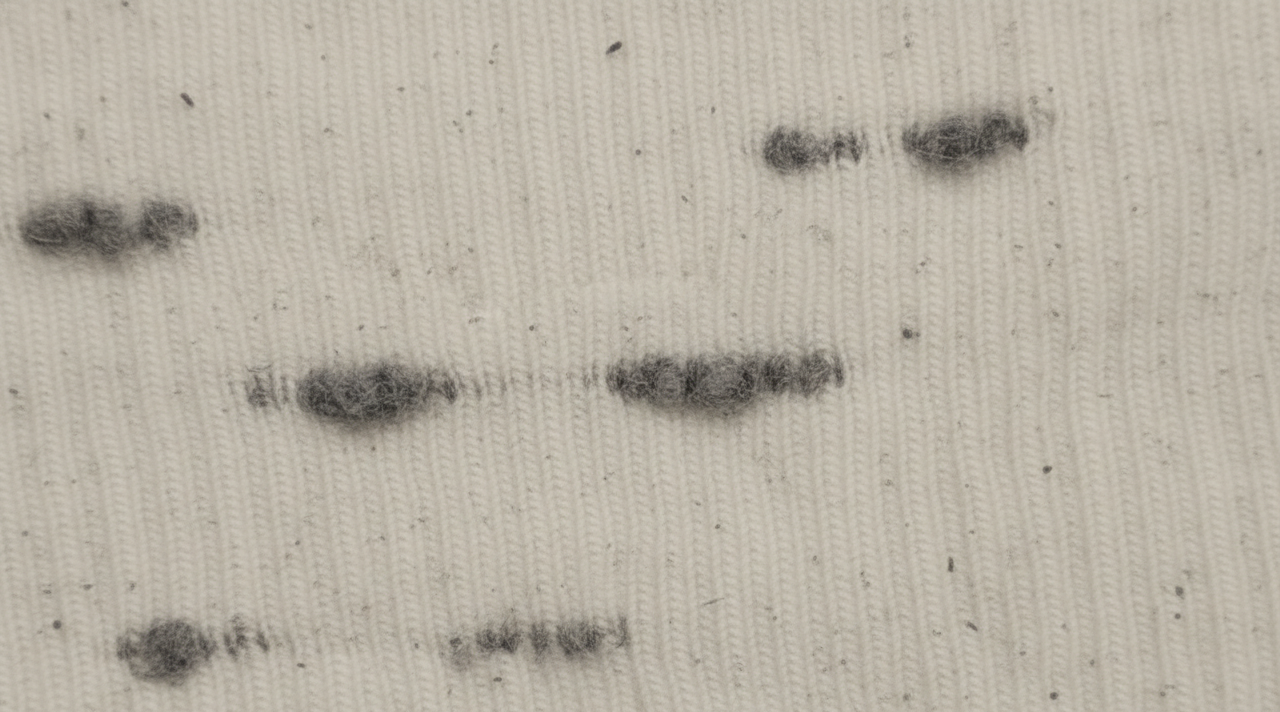
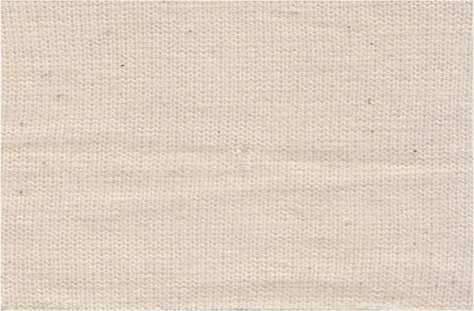
Yarn dust / lint specks

- Looks like: Tiny dark/grey specks scattered (more visible on light shades).
- Causes: Fly from spinning/knitting room, poor housekeeping, high hairiness.
- Impact: Dirty appearance, reject risk on pale hues.
- Prevention: Air filtration, lint extraction at feeders, compact spinning/low hairiness, frequent machine cleaning.
Slubs / thick‑and‑thin / neps
- Looks like: Intermittent thick bars or small knots; barre after dyeing.
- Causes: Count variation, carding/combing faults, rotor deposits.
- Impact: Streaks, uneven shade, pilling risk.
- Prevention: Yarn evenness control (Uster), autoleveller, yarn clearer limits tuned, supplier gating.
Foreign fibre contamination (PP, dyed fibers, seed coat)
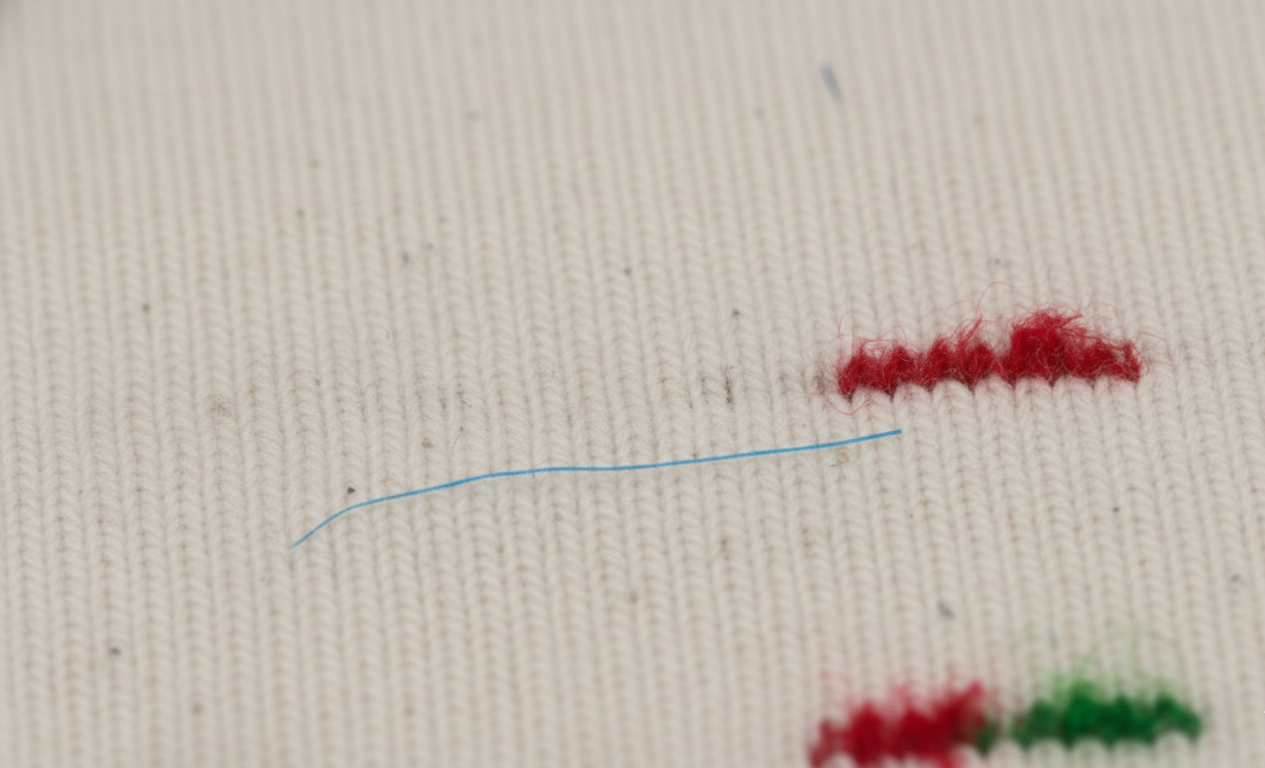
- Looks like: Colored or white fibers embedded; “peppery” look.
- Causes: Contaminated cotton, packing materials, bale mix.
- Impact: Spot defects after dyeing; buyer claims in whites/pastels.
- Prevention: Cotton sorting, vision systems, yarn clearer FF detectors, black‑bag ban on floor.
Oil/grease stain

- Looks like: Local dark patches; halos post‑dye.
- Causes: Lube leaks, dirty ring frames, cone handling.
- Prevention: Preventive maintenance (PM), food‑grade knitting oil, clean trolleys; quarantine stained packages.
Elastane (Lycra) faults
- Types: Lycra missing (no stretch bands), Lycra out (exposed on face), overfeed/underfeed bands.
- Causes: Broken elastane, feeder slippage, wrong draft/overfeed %, yarn path friction.
- Impact: Stripe bands, growth issues, uneven recovery.
- Prevention: Interlacing quality, constant overfeed (±1%), clean ceramic guides, tension closed‑loop, elastane quality check (tenacity/elongation).
Knitting‑Stage DefectsAmong the most critical are the knitting stage defects, because they directly affect the structure of the fabric. Structural knitting problems, unlike surface stains or dyeing issues that can sometimes be corrected later, are often permanent and can affect the strength, durability and appearance of garments.
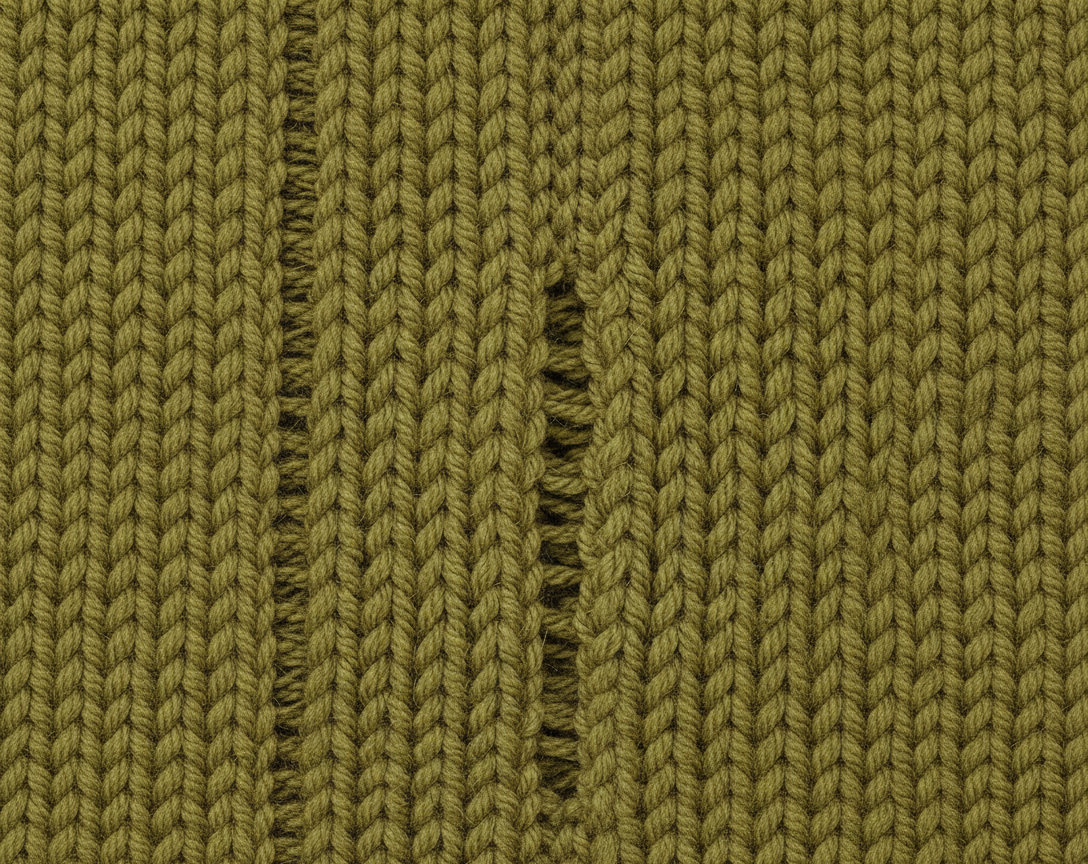
Holes

- Looks like: Pinholes to large holes; often with ladder (run).
- Causes: Broken/missing needles, sharp sinkers, fabric take‑down spike, hard knots.
- Prevention: Needle audit per hours, knot quality (≤3 knots/1000 m), tension alarms, yarn fault clearer stop‑marks allowed but controlled.
Drop stitch / ladder /Run
- Looks like: Vertical line of missed loops.
- Causes: Missed clearing height, worn needle hook, low loop length with high tension, selector mis‑hit.
- Prevention: Set clearing height, replace worn parts, stabilize loop length (CV% < 1.5), selector calibration.
Set‑up mark / start‑up crease
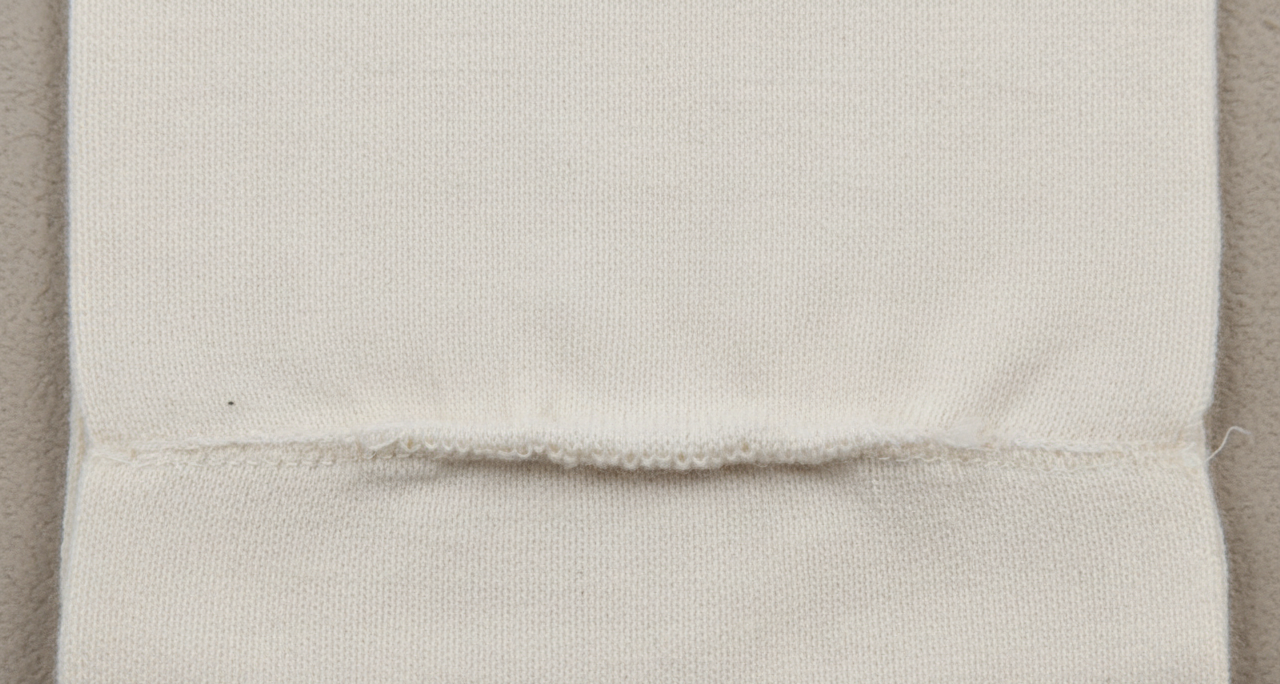
- Looks like: Horizontal band at roll start or after stops.
- Causes: Take‑down/compaction not stabilized, tension transients.
- Prevention: Scrap first few meters, gradual ramp on restart, standard start‑up SOP.
Loop mark / press‑off / tucking defects
- Looks like: Irregular loops or stitch formation, “bird’s‑eye” specks.
- Causes: Incorrect cam/tuck timing, high yarn friction, variable feed.
- Prevention: Cam timing verification, guide polishing, constant feed via positive feeders.
Barre (horizontal stripiness)
- Looks like: Repeating shade bands around circumference.
- Causes: Yarn lot mixing, feeder tension variation, needle wear distribution, cylinder out‑of‑round, variable stitch length by feeder.
- Prevention: Same yarn batch/lot per roll, feeder‑wise loop length mapping, rotate cylinder elements, SPC on loop length (per feeder trend).
Spirality / skew (single jersey)
- Looks like: Wale angle deviates from vertical; side seam twist in garments.
- Causes: Yarn twist bias vs machine direction, stitch length too tight/loose, high take‑down.
- Prevention: Balanced yarn twist, optimized stitch length, relaxation and compaction; test according to AATCC 199/179.
Needle lines / vertical lines
- Looks like: Fine continuous vertical streak.
- Causes: Damaged individual needle/sinker track, bent jack, dirty trick.
- Prevention: Replace suspect needles in groups; routine trick cleaning.
Feeder line / stripe
- Looks like: Narrow circumferential band at one or more feeders.
- Causes: Off‑spec cone, tension change, elastane draft change on one feeder.
- Prevention: Swap feeder positions during trials, cone pairing strategy, feeder tension calibration.
Tension bands / take‑down variation
- Looks like: Alternating tight/loose bands horizontally.
- Causes: Inconsistent take‑down speed/pressure, brake issues on take‑up.
- Prevention: Closed‑loop take‑down, check drive belts, pressure roll cleaning.
Yarn out (missing yarn / end out)

- Looks like: Thin horizontal line (for weft feeders) or structural gap.
- Causes: Cone run‑out, yarn break with failed stop.
- Prevention: Yarn break sensors/stop motion sensitivity, cone change SOP.
Mis‑plating (plated jersey)
- Looks like: Face/back yarns swapped; random flecks of back yarn on face.
- Causes: Incorrect yarn path heights, feeder mis‑set, overfeed mismatch.
- Prevention: Set plating spacing precisely, synchronized feeds, regular plating checks.
Puckering at stitch
- Looks like: Corrugated texture longitudinally.
- Causes: Too low loop length, high yarn tension, moisture‑set yarn memory.
- Prevention: Increase loop length, relax greige before finishing.
Snag (knits)
- Looks like: Pulled loop on surface; sometimes “fisheye”.
- Causes: Sharp machine parts, handling damage, Velcro contact.
- Prevention: Deburr machine paths, fabric protective handling, test snagging resistance (ASTM D3939).
Wet Processing / Dyeing‑Linked Defects (show on dyed/finished goods)
Wet processing and dyeing are the major stages in the manufacture of knit fabric. The fabric which looks perfect in greige form may have hidden problems that only show after scouring, bleaching, dyeing or finishing. These processes involve chemicals, heat and mechanical handling – all of which can magnify small irregularities into big defects. The most common defects in wet processing and dyeing are explained below in detail.
Shade variation (roll‑to‑roll / within roll)
- Variations of thickness on rolls or GSM
- Greige fabric with residual oils, waxes or finishes
- Pre-dyeing relaxation state differences
- Liquor ratio or temperature gradients in dye-bath
- Pre-relax uniform shrinkage fabrics before dyeing
- Complete scouring to remove waxes and oils
- Batch plan by GSM and lot carefully
- Follow strict SOP’s for liquor ratio & temperature control
Patchy / mottled dyeing
- Looks like: Cloudy areas; “frosty” melange on solids.
- Causes: Greige contamination, poor leveling, temperature shocks, elastane exposure.
- Prevention: Effective scouring + chelation, temperature ramp controls, appropriate leveling agents, protect elastane (<130 °C unless stabilized).
Barre after dye
- Amplified by: Yarn variability; different cotton maturity; elastane feeding bands.
- Control: Yarn gating, robust lab dips across multiple cones, cylinder/feeder mapping.
Tailing / crease marks
- Looks like: Long diagonal/rope marks.
- Causes: Rope twist imbalance in jet/winch, low liquor turbulence, overloading.
- Prevention: Rope length optimization, untwisting devices, lower loading, anti‑crease.
Oil stains after dye
- Causes: Knitting oil not scoured, machine leaks.
- Prevention: Emulsifying scours, oil type compatible with scour chemistry, PM to stop leaks.
Uneven compaction marks / width variation
- Looks like: Bands of different GSM/width.
- Causes: Compactor felt wear, pressure/temp non‑uniform, uneven overfeed.
- Prevention: Felt life tracking, cross‑width temp mapping, overfeed control.
Excessive shrinkage / growth
- Causes: Inadequate relaxation/compaction; elastane damage.
- Prevention: Relax tumble → compaction; set overfeed; validate against ISO 6330/AATCC 135.
Skew after finishing
- Causes: Stenter chain speed mismatch, uneven tentering, yarn torque release.
- Prevention: Chain synchronization, overfeed balance, heat‑set (for blends).
Appearance / Surface Defects (finishing & handling)
Appearance defects are the first to be noticed by the buyer because they directly affect the look and feel of the fabric. Bad finishing or handling can make fabrics look cheap, inconsistent or damaged. Even if the construction is good.
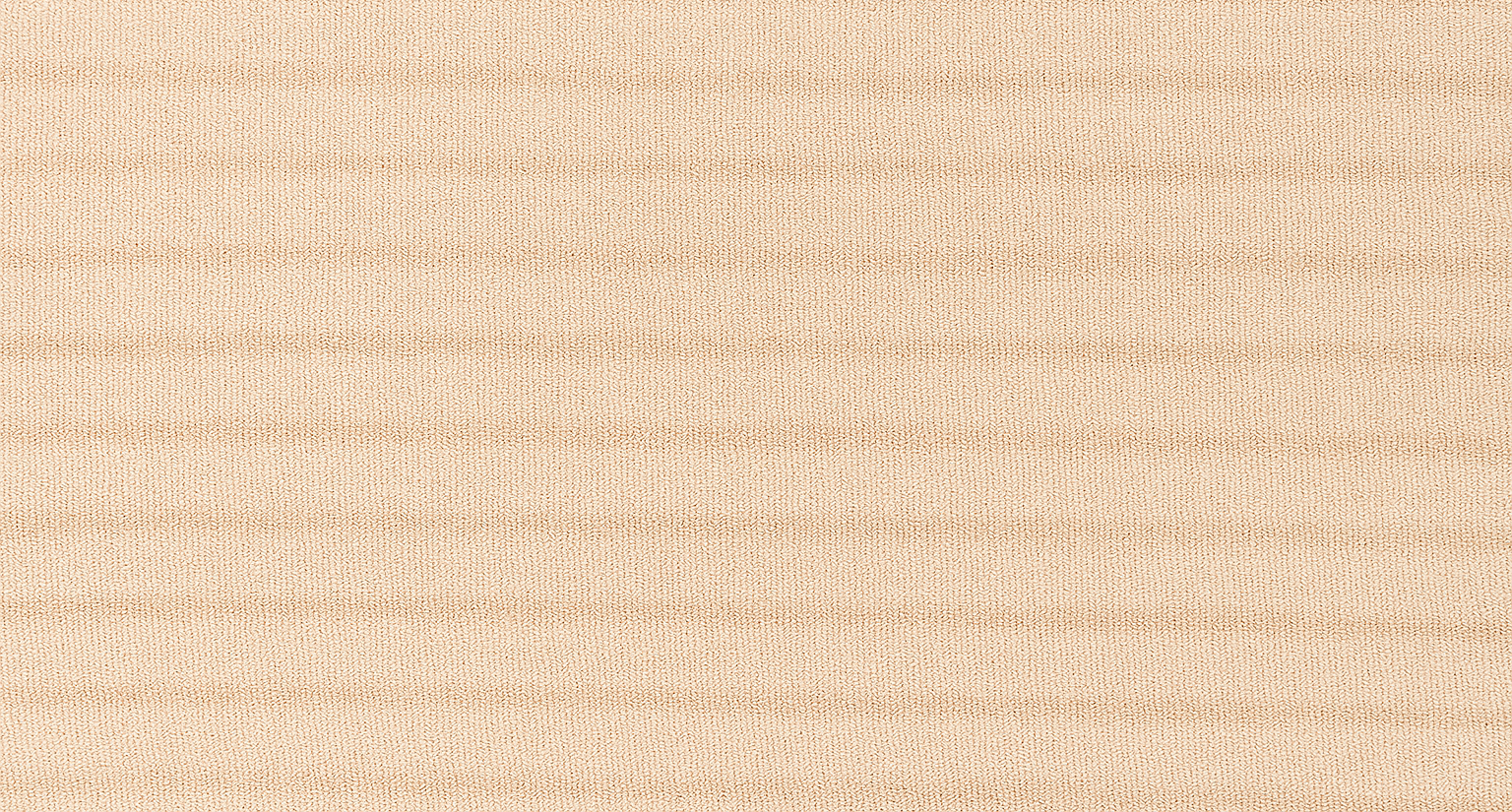
Hairiness / fuzz
Hairiness or fuzz is the appearance of fine fibers standing up from the surface of the fabric, giving it a rough or fuzzy look.
Causes:
Easily loses short fibre yarns
Abrasive finishing processes for fibres
Carryover from brushing operations
Impact: The hairiness makes even new fabrics look worn out. It may also cause problems in garment sewing, as fuzzy surfaces create friction and make handling less smooth.
Control / Prevention:
Use compact yarns with longer staple fibre to reduce fibre shedding
Apply enzyme or bio‑polish treatments to remove protruding fibres
Where applicable, burn off excess fuzz with shear or singeing processes
Pilling (surface pills)
Pilling is the formation of small balls of fibre on the surface of the fabric caused by abrasion and fibre movement.
Reasons:
Blending with short staple fibres
Loose fabrics that allow fibre movement
Continuous rubbing during wear or finishing
Effect: Fabric pilling ruins the appearance of fabrics and makes clothes look old quickly. Fabrics with low pilling grades are usually rejected by buyers.
Prevention / Control:
Enzyme or bio‑polish treatments on cotton fabrics
Tighter structures with more stitches per area
Use anti‑pilling finishes during finishing
Choose fibres with longer staple length and lower hairiness
Evaluation: Pilling resistance is tested per ISO 12945‑2 or ASTM D4970, with a target grade ≥ 3–4 for acceptable quality.
Press shine / glazing
Press shine or glazing appears as shiny lanes on the surface of the fabric.
Reasons:
Over‑pressing in finishing
Hot calendaring contact on cellulose fibres
Impact: Glazing gives a patchy, cheap appearance with uneven shine. It shows up more on darker shades.
Control / Prevention:
Reduce temperature and pressure during pressing
Add matting softeners to control gloss
Utilize the felt side of the calendars instead of direct hot contact
Width bowing / wavy edges
Width bowing occurs when the edges of the fabric are wavy or uneven.
Causes:
Unequal tentering in stenter machines
Over‑drying of selvedges compared to the body
Impact: The edges become wavy, making it difficult to spread and cut. This causes wastage during garment production.
Control / Prevention:
Balance edge pins or clips during stentering
Manage moisture profile across the fabric width
Contamination after finishing
Even after finishing, contamination can lead to stains or marks on otherwise good fabric.
Types:
Leftovers from equipment or workers
Solvent drips during finishing
Rust spots from machine frames or rollers
Effect: Contamination destroys buyer confidence and often results in rejection of entire rolls.
Prevention / Control:
Keep conveyors and rollers clean
Use stainless steel hardware to prevent rust
Store fabrics in clean, covered environments
Structural / Construction Defects
Structural defects compromise the integrity of the fabric. Unlike surface issues, these are embedded in the construction and often cannot be corrected once they occur.
Fabric holes at tuck or transfer (rib/interlock/jacquard)
Holes develop at the tuck or transfer points of rib, interlock, or jacquard fabrics.
Reasons:
Transfer needle failure during knitting
Wrong cam selection for the yarn count
Impact: Holes are critical defects since they damage the fabric structure. Buyers apply zero tolerance to holes.
Prevention / Control:
Proper use and care of needles
Strict adherence to yarn count vs machine gauge matrix
GSM variation (across or along)
GSM variation means the weight of the fabric per square meter is inconsistent across or along the roll.
Causes:
Variable stitch length during knitting
Take‑down drift in machines
Compaction changes during finishing
Effect: Such fabrics produce garments with uneven weight, drape, and fit.
Prevention / Control:
Apply statistical process control (SPC) on loop length
Perform regular GSM checks per feeder and after compaction
Use closed‑loop take‑down systems for consistency
Width variation / barre across width
Barre or width variation appears as uneven shrinkage or stripiness across the fabric width.
Causes:
Differential shrinkage across the fabric width
Moisture gradients during finishing
Uneven pressure caused by compactor nip wear
Effect: Width differences make garments fit unevenly and look poor. Barre stripiness becomes very visible after dyeing.
Prevention / Control:
Pre‑equilibrate moisture before finishing
Maintain compactor nip regularly
Apply cross‑width thermal profiling for even heat distribution
Inspection & Acceptance (Practical)
4‑Point System (knits)
Assign points per defect size/length:
1 point: ≤ 3″ (≤ 75 mm)
2 points: >3″–6″ (75–150 mm)
3 points: >6″–9″ (150–230 mm)
4 points: >9″ (>230 mm) or any hole
Max allowed: Buyer‑specific (e.g., ≤ 28 points per 100 yd² or ≤ 30 points per 100 m²).
Zero tolerance: Holes, foreign fiber in whites, continuous barre.
Inline controls
Roll‑start scrap, feeder‑wise loop length log, thermal/width log at stenter/compactor, dye house RFT board.
Root‑Cause Map (quick reference)
| Symptom | Likely root causes | Fast checks |
|---|---|---|
| Horizontal bands | Take‑down/overfeed swings, start‑stop marks, compactor pressure drift | Check drive & pressure trend; scrap start meters |
| Vertical lines | Single needle/sinker damage, needle line | Replace suspect needles; clean tricks |
| Spots/specks | Yarn dust, foreign fiber, oil drips | Clean machines; sample under lightbox; EHS leak audit |
| Stripe with stretch change | Elastane break/draft shift | Feeder tension & draft log; elastane path friction |
| Cloudy shade | Poor scouring/leveling | Drop test (wetting), check pH profile & chelation |
SOP Snippets (you can paste into your QC manual)
Knitting start‑up SOP
- Load lot with matched cones by feeder.
- Set loop length; record per feeder.
- Run 20–30 m scrap; check GSM/width/appearance.
- Approve and start bulk with hourly loop‑length audits.
Greige to dye SOP
- Relax (24 h for cotton jersey on trolley; avoid stacking heavy).
- Inspect and grade using 4‑Point; segregate critical defects.
- Batch by GSM ±3%, width ±1 cm, yarn lot same; mark roll IDs.
Finishing SOP
- Pre‑wet to even moisture; set tenter/compactor recipe.
- Width & skew set; overfeed control; felt condition check.
- Verify shrinkage/spirality samples every 2,000 m.
Test Methods to Quantify Risks (recommended)
Pilling: ISO 12945‑2 / ASTM D4970
Bursting strength (knits): ISO 13938‑2 / ASTM D3786
Dimensional change: ISO 6330 / AATCC 135
Skew/spirality: AATCC 199 / AATCC 179
Snagging: ASTM D3939
Air permeability: ASTM D737 / ISO 9237