Fibre testing is a systematic approach to determine the quality and performance of raw fibres before they reach the spinning stage. This also ensures that only suitable materials are used for production which helps to maintain consistency, reduce defects and improve overall product quality. Each stage of the process has an important role to play in the analysis of fibre properties and the validation of their compliance with required standards.
before starting you can visit Textile fibre Classification to clear up fibre basics
Why Fibre Testing Is important
Effective fibre testing supports manufacturers by ensuring:
- Consistency in production quality
- Reduction of defects in yarn, fabric and garments
- Optimized machine performance during spinning, weaving and knitting
- Customer and brand compliance with technical standards
- Lower production waste and operational costs
Correct fibre evaluation allows manufacturers to better understand fibre behaviour, optimise blend choice, control costs and plan capacity effectively – ultimately improving overall product reliability.
Key Fibre Testing ParametersModern textile laboratories evaluate fibre quality using the following critical parameters:
Fibre Length Testing
Purpose
Determines the average fibre length and length distribution within a sample.
Why It Matters
Longer and more uniform fibres produce stronger, finer and more even yarns, while short fibres increase end breaks and yarn irregularity.
Common Test Equipment
- High Volume Instrument (HVI)
- AFIS (Advanced Fibre Information System)
Key Indicators
- Upper Half Mean Length (UHML)
- Short Fibre Content (SFC)
- Mean Fibre Length
Fibre Strength & Tenacity
Purpose
Measures the force fibres can withstand before breaking.
Why It Matters
Stronger fibres result in higher yarn strength, fewer breakages and improved spinning efficiency.
Testing Methods
- Fibre Bundle Strength (HVI)
- Single Fibre Strength (SFS)
Micronaire (Fineness & Maturity)
Purpose
Evaluates fibre fineness and maturity by measuring airflow resistance through compressed fibre.
Why It Matters
Micronaire directly affects:
- Dye absorption
- Yarn evenness
- Fabric softness
- Processing performance
Note:
Ideal micronaire ranges vary depending on fibre type and end product requirements.
Colour Grade & Trash Content
Purpose
Assesses natural fibre color and the level of impurities or trash.
Why It Matters
Colour and cleanliness influence whiteness, dye shade consistency, processing efficiency and final yarn appearance.
HVI Measurements Include
- Rd (Reflectance / brightness)
- +b (Yellowness)
- Trash percentage
- Leaf grade
Moisture Content
Purpose
Determines the amount of moisture present in fibre.
Why It Matters
- Ensures accurate fibre weight
- Improves spinning performance
- Prevents storage damage and microbial growth
Fibre Maturity
Purpose
Indicates the degree of fibre wall development.
Why It Matters
Immature fibres contribute to:
- Excess neps
- Dye shade variation
- Weak and uneven yarn
Fibre Cleanliness & Nep Content
Purpose
Identifies neps, seed coat fragments and foreign matter.
Why It Matters
Cleaner fibres reduce yarn imperfections, improve fabric smoothness and enhance dye uniformity.
Testing Equipment
- AFIS
- Vision‑based fibre scanning systems
Fibre Testing Process
The fibre testing process is a systematic evaluation of physical, mechanical and quality characteristics of fibres before spinning. This process ensures fibres meet required standards for consistent yarn and fabric performance.
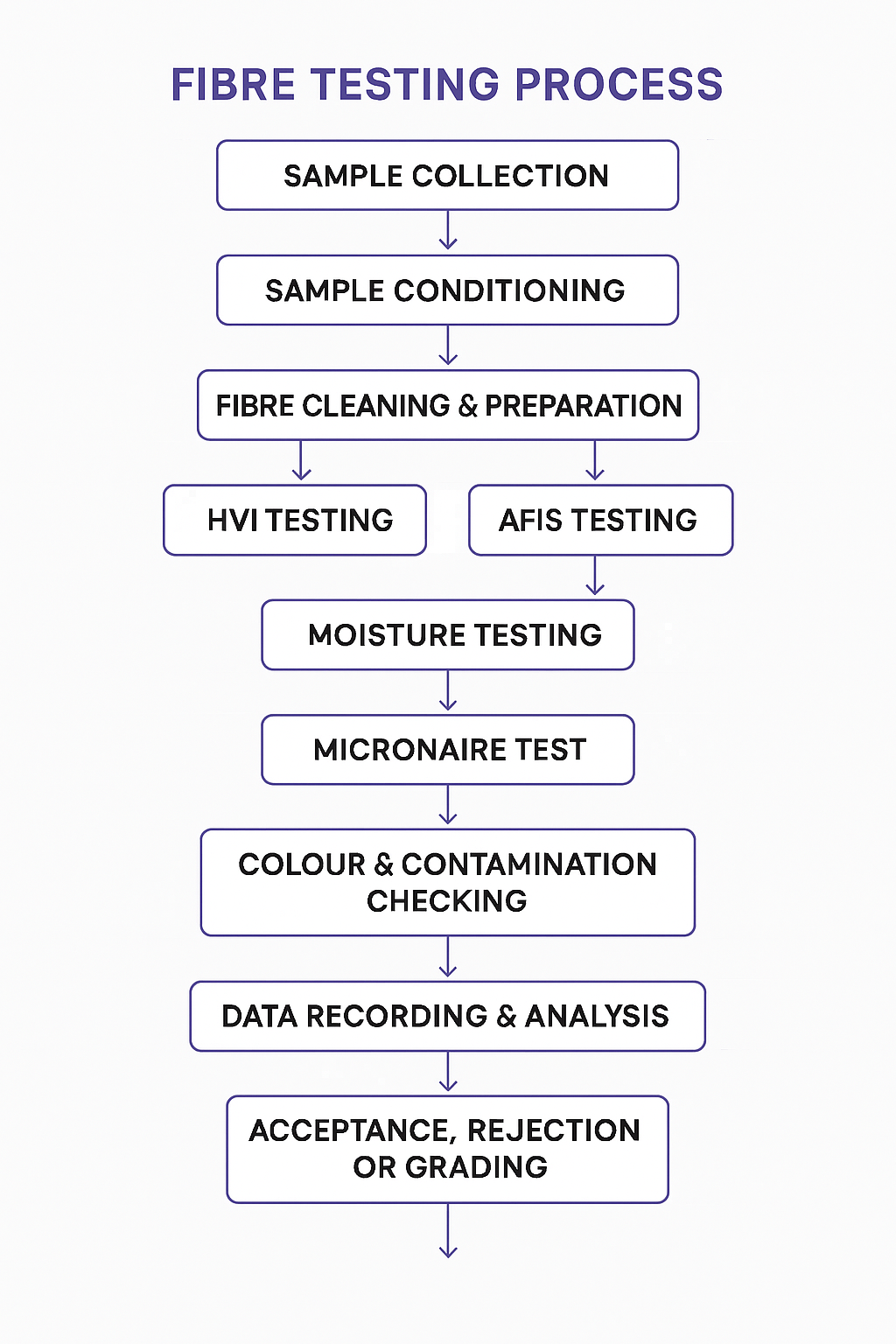
Fibre Testing Workflow Used in Modern Textile Labs
Testing starts with the collection of representative samples and conditioning them under controlled conditions to obtain accurate and repeatable results. These fibres are then cleaned and tested with sophisticated instruments like HVI and AFIS that measure critical parameters like length, strength, fineness and cleanliness. Additional tests such as moisture measurement, micronaire evaluation and colour inspection provide more detailed information about fibre behavior.
Once all tests have been completed the data is carefully analyzed to arrive at decisions regarding acceptance, rejection or grading of the fibre. Constant monitoring ensures that quality is maintained throughout the production process.
1. Sample Collection
Process
- Random samples collected from different bale layers (top, middle, bottom)
- Sampling tools such as grab samplers or bale openers are used
- Samples are blended to create a representative composite sample
Purpose: Ensures test results reflect the entire fibre batch, not a single section.
2. Sample Conditioning
Samples are conditioned under standard atmospheric conditions:
- Temperature: 20–22°C
- Relative Humidity: 65%
Purpose:Moisture affects fibre behavior; conditioning ensures accurate and consistent results.
3. Fibre Cleaning & Preparation
Fibres are cleaned manually or mechanically to remove:
- Dust and loose trash
- Stickiness
- Hair, plastic and foreign fibres
Purpose
Prevents contamination from influencing test readings (especially in HVI and AFIS).
4. Testing Using Fibre Testing Machines
Modern laboratories rely on automated systems such as HVI and AFIS.

(A) HVI Testing Process
HVI provides rapid assessment of major fibre properties.
Measured Parameters
- Fibre length (UHML, UI)
- Strength (g/tex)
- Micronaire (fineness & maturity)
- Colour grade (Rd, +b)
- Trash percentage and leaf grade
Use
- Bale grading
- Mixing and purchasing decisions
- Quick production planning
(B) AFIS Testing Process
AFIS analyzes micro‑level fibre characteristics.

Measured Parameters
- Short fibre content
- Nep count
- Seed coat fragments
- Fibre length distribution
- Fineness and maturity
Use
- Contamination control
- Yarn quality optimization
- Root‑cause analysis for defects
5. Moisture Testing
Moisture is measured using:
- Moisture meters
- Oven‑dry methods
Purpose
Maintains accurate weight control and improves fibre processing performance.
6. Micronaire Testing (If Conducted Separately)
Process
- Sample weighed
- Air passed through compressed fibre
- Instrument calculates fineness and maturity
7. Colour & Contamination Inspection
Manual and machine‑based inspections check for:
- Yellowing or greyness
- Stains
- Polypropylene or plastic contamination
- Hair and foreign fibres
Tools Used
- Light boxes
- Camera‑based scanners
- UV lamps
8. Data Recording & Analysis
All results are logged in:
- Laboratory software
- QC records
- Bale management systems
Data is used to
- Approve or reject fibre lots
- Plan bale mixing
- Predict yarn quality
- Optimize overall cost
9. Acceptance, Rejection or Grading
Based on test results, fibres are:
- Accepted (meets requirements)
- Rejected (below standard)
- Re‑graded for alternative counts, blends or waste processing
This ensures fibres are used in the most suitable production stage.
10. Continuous Monitoring
Ongoing testing maintains consistency throughout production through:
- Daily fibre checks
- Bale mixing verification
- Supplier performance evaluation
Summary
Fibre testing is the “quality gatekeeper” of the textile industry. Before the fibres are spun, they are checked to ensure that they are the right length, strength, fineness, maturity and cleanliness. It’s not just about science, but about keeping things consistent, reducing waste, and ensuring that every yarn and fabric measures up to the expectations of both the manufacturer and customer.
Labs can predict how fibres will behave in production by testing parameters such as fibre length (for smooth, strong yarns), tenacity (for durability), micronaire (for softness and dyeability) and moisture content (for stability). Tools such as HVI and AFIS accelerate and improve the accuracy of this process. Constant monitoring ensures uniform quality from batch to batch.
In brief, fibre testing is the link between the raw material and the dependable fabric. It saves costs, prevents defects and ensures that what starts out as a tiny strand of cotton, wool or polyester can become a garment that feels good, wears long and looks right.