Why Waterless Dyeing Is Needed
Problems with Conventional Dyeing
- Extremely high water consumption
- Large volumes of polluted wastewater
- Heavy use of salt, alkali and chemicals
- High energy demand for heating and drying
- Increasing pressure from:
- Buyers (H&M, Nike, Adidas, Inditex)
- Governments
- Environmental regulations (ZDHC, EU Green Deal)
Industry Reality
- Textile dyeing contributes ~20% of global industrial water pollution
- Water scarcity is a major risk in textile hubs (Bangladesh, India, China, Vietnam)
Key Waterless Textile Dyeing Technologies
Supercritical CO₂ Dyeing (scCO₂)
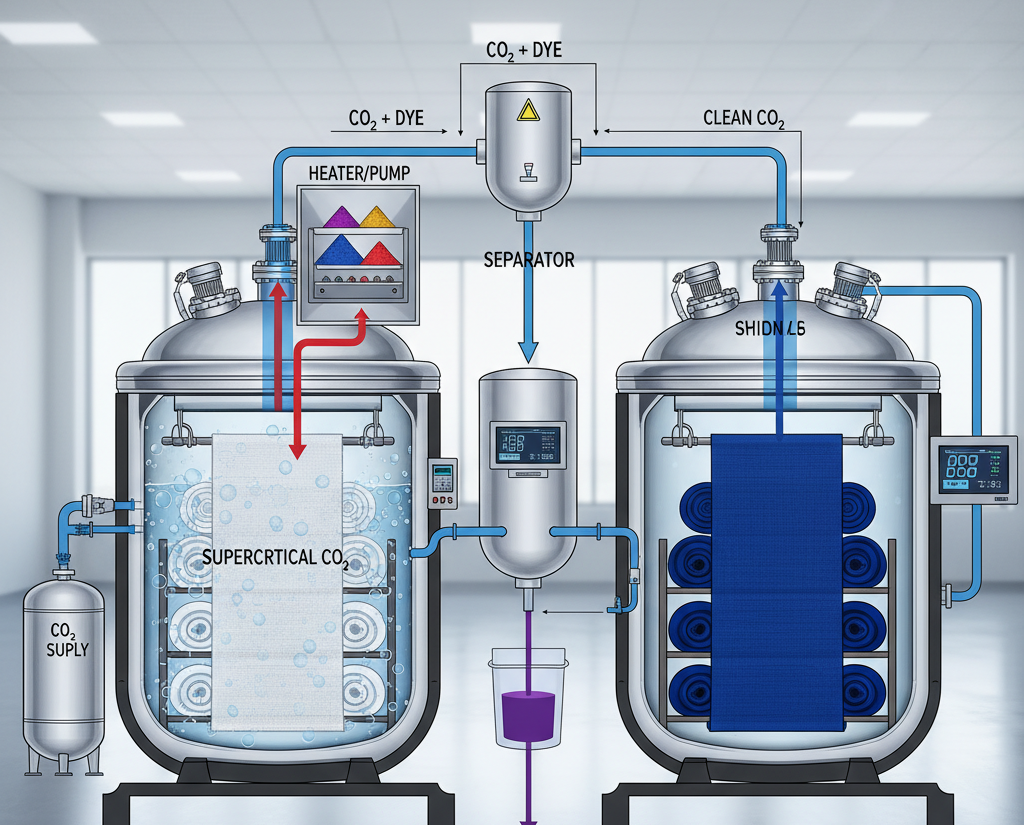
Principle
- Carbon dioxide (CO₂) is pressurized above 31°C and 74 bar
- In this supercritical state, CO₂ behaves like both a gas and a liquid
- Disperse dyes dissolve in CO₂ and penetrate synthetic fibers
Suitable Fibers
✅ Polyester
✅ Nylon
✅ Elastane blends
❌ Cotton (without special modification)
Process Flow
- Fabric loaded into sealed vessel
- CO₂ pressurized to supercritical state
- Dye dissolves in CO₂
- Dye diffuses into fiber
- CO₂ depressurized and recycled
Advantages
- Zero water usage
- No wastewater, salt or alkali
- Dye fixation nearly 100%
- CO₂ is recycled (≈95–98%)
- Shorter process time
Limitations
- Very high capital cost
- Limited dye range (mainly disperse)
- Not suitable for natural fibers yet
- Requires skilled operation
Air Dyeing (Gas‑Phase Dyeing)
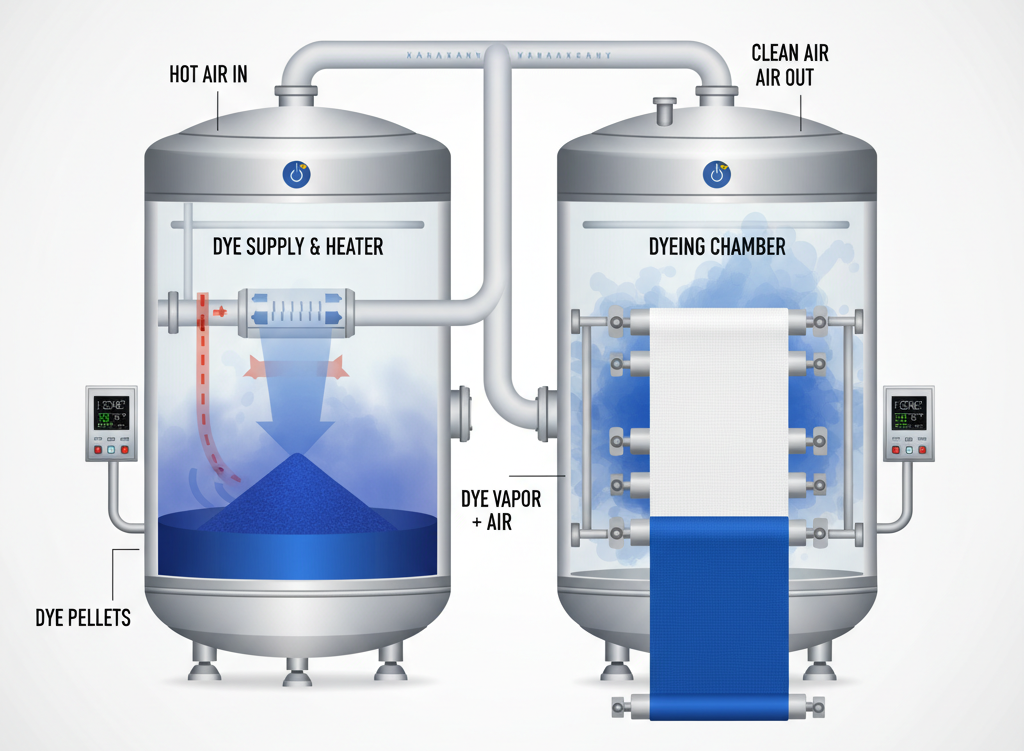
Principle
- Uses air instead of water as dye carrier
- Dyes are applied in a controlled gaseous or mist form
Applications
- Polyester fabrics
- Automotive textiles
- Technical textiles
Advantages
- Very low water usage
- Energy efficient
- Good shade uniformity
Limitations
- Limited commercial scalability
- Mainly for synthetics
Foam Dyeing

Principle
- Dye liquor converted into foam
- Foam applied uniformly to fabric surface
- Uses 80–90% less water than exhaust dyeing
Suitable Fibers
✅ Cotton
✅ Blends
✅ Knits & wovens
Advantages
- Major water and energy savings
- Reduced effluent load
- Compatible with existing finishing ranges
Limitations
- Foam stability control required
- Shade depth limitations
- Operator skill critical
Digital / Inkjet Dyeing (Water‑Reduced)
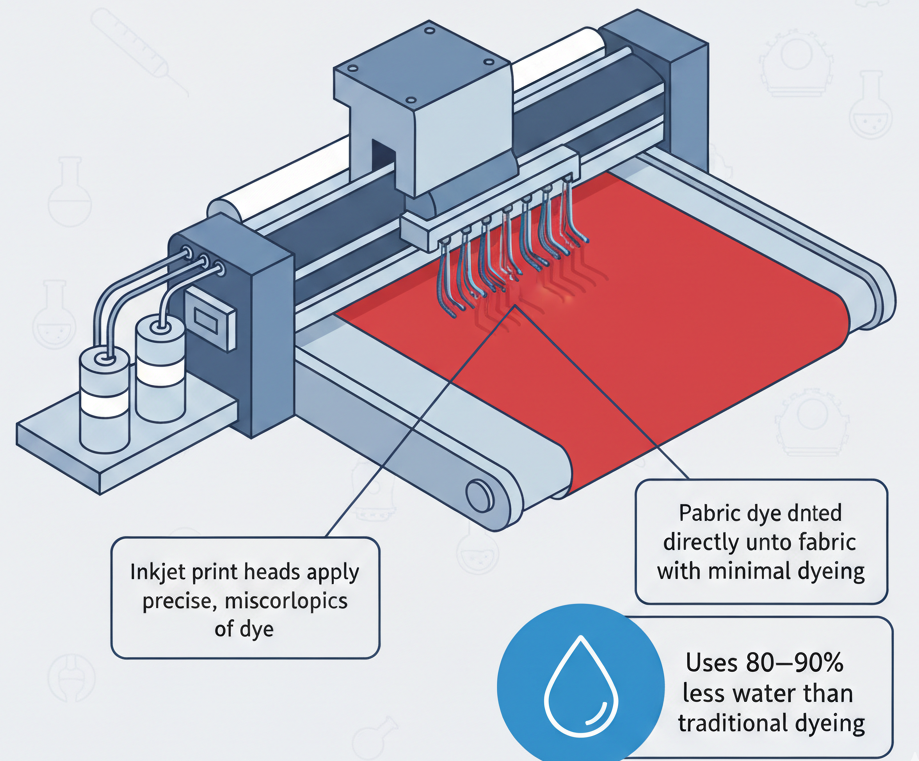
Principle
- Color applied only where needed
- Extremely precise, pixel‑by‑pixel application
Applications
- Fashion prints
- Customized garments
- Small batch production
Advantages
- Near‑zero water in printing stage
- No screens, no paste waste
- Fast sampling and design changes
Limitations
- Higher ink cost
- Slower for bulk solid dyeing
- Pre‑ and post‑treatments still require some water
Dope Dyeing (Solution Dyeing)
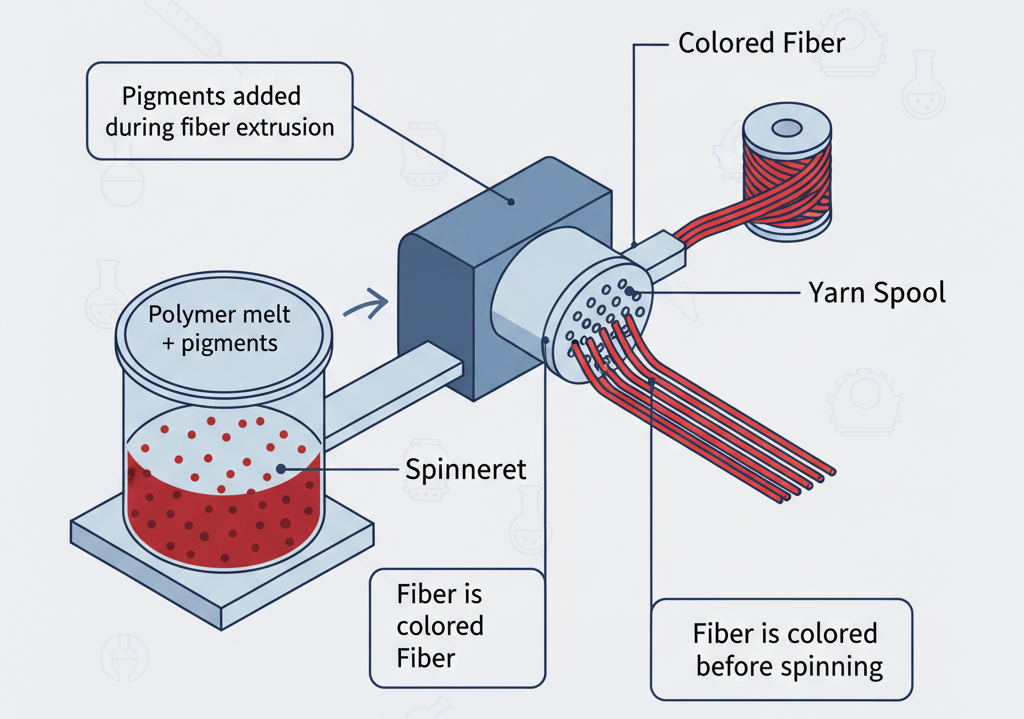
Principle
- Pigments added during fiber extrusion
- Fiber is colored before spinning
Suitable Fibers
✅ Polyester
✅ Nylon
✅ Acrylic
Advantages
- 100% waterless
- Excellent color fastness
- No dyeing step required later
Limitations
- Very high MOQ
- Limited shade flexibility
- Not suitable for fast fashion
Conventional vs Waterless Dyeing
| Aspect | Conventional Dyeing | Waterless Dyeing |
|---|---|---|
| Water use | Very high | Minimal to zero |
| Wastewater | Heavy | None or very low |
| Salt/alkali | Required | Not required |
| Energy | High | Lower |
| Shade flexibility | High | Medium |
| Capital cost | Medium | High |
| Sustainability | Low | Very high |
Environmental & Sustainability Benefits
✅ Up to 100% water saving
✅ Zero wastewater discharge
✅ Lower carbon footprint
✅ No toxic effluent
✅ Easier ZDHC compliance
✅ Strong ESG reporting impact
Waterless dyeing directly supports:
- UN Sustainable Development Goal (SDG‑6: Clean Water)
- Circular economy principles
- Brand sustainability commitments
Quality & Performance Aspects
Color Fastness
- Excellent wash and rubbing fastness (especially scCO₂)
- Deep shade penetration in synthetics
Fabric Handle
- No hydro‑stress on fibers
- Softer hand due to absence of harsh chemicals
Consistency
- Highly reproducible shades
- Reduced batch‑to‑batch variation
Challenges & Current Limitations
- High investment cost
- Limited applicability for cotton and viscose
- Smaller shade range vs reactive dyeing
- Technology availability limited to advanced mills
- Skill and maintenance requirements
Defects & Risks in Waterless Dyeing
Possible Issues
- Uneven shade due to poor loading
- Limited shade depth for very dark colors
- Compatibility issues with certain finishes
- Equipment pressure safety risks (scCO₂)
Controls
- Proper fabric preparation
- Strict process monitoring
- Skilled operator training
- Correct dye selection
Future of Waterless Textile Dyeing
R&D Trends
- CO₂ dyeing for cotton & cellulosics
- Bio‑based disperse dyes
- Hybrid systems (low‑water + CO₂)
- AI‑driven shade control
- Reduced‑cost modular machines
Industry Outlook
Waterless dyeing is expected to move from:
“Premium sustainability option” → “Industry necessity”
Especially for:
- Sportswear
- Polyester‑based apparel
- Automotive and technical textiles