
At a basic level, dyes work by attaching themselves to the fibre of a material. This attachment can happen in different ways through chemical bonding, physical attraction or mechanical fixation—depending on the type of dye and fiber involved. Because textile fibre vary widely (cotton, polyester, wool etc.), no single dye can work for all materials. This is why dyes are classified into different groups based on their chemical behavior and application methods.
|
Natural |
Synthetic |
|
Safe and pollution free |
Toxic and pollutant |
|
Limited colors and in less quantity |
Large range of colors available |
|
Cost is high |
Production is high and cost is low |
|
Example: Saffron, Mehendi, Indigo |
Example: Direct, Reactive, Vat |
Quick Mapping: Fibres → Suitable Dye Classes
Cellulosic fibres (cotton, linen, viscose/Modal/Lyocell)
Direct, Reactive, Vat, Sulfur, Pigment, Azoic (legacy/regulated)
Protein fibres (wool, silk)
Acid, (some) Reactive, Mordant* (mordant dyes are largely phased out in compliant supply chains)
Synthetic fibres
- Polyester (PET): Disperse (occasionally Pigment)
- Nylon (PA 6/66): Acid, Reactive (special types), Pigment
- Acrylic (PAN): Basic (cationic), Pigment
Blends: Use a two‑stage or one‑bath/two‑step approach (e.g., Disperse + Reactive for P/C, Acid + Reactive for N/C, Basic + Disperse for PAN/PET). Process windows must protect elastane where present (<130 °C unless specially stabilized).
How Dyes Work
Dyeing is fundamentally about creating molecular‑level attraction between dye molecules and fibre polymers. This attraction can be physical, ionic, covalent or film‑forming. Below is a detailed breakdown of each mechanism, with chemical concepts and example reactions.

Substantive / Physical Attraction
(van der Waals forces, hydrogen bonding, hydrophobic forces)
Applicable dyes:
- Direct dyes (cotton, rayon)
- Disperse dyes (polyester, acetate)
These dyes rely on non‑ionic forces to hold onto fibres.
Van der Waals Forces (London Dispersion Forces)
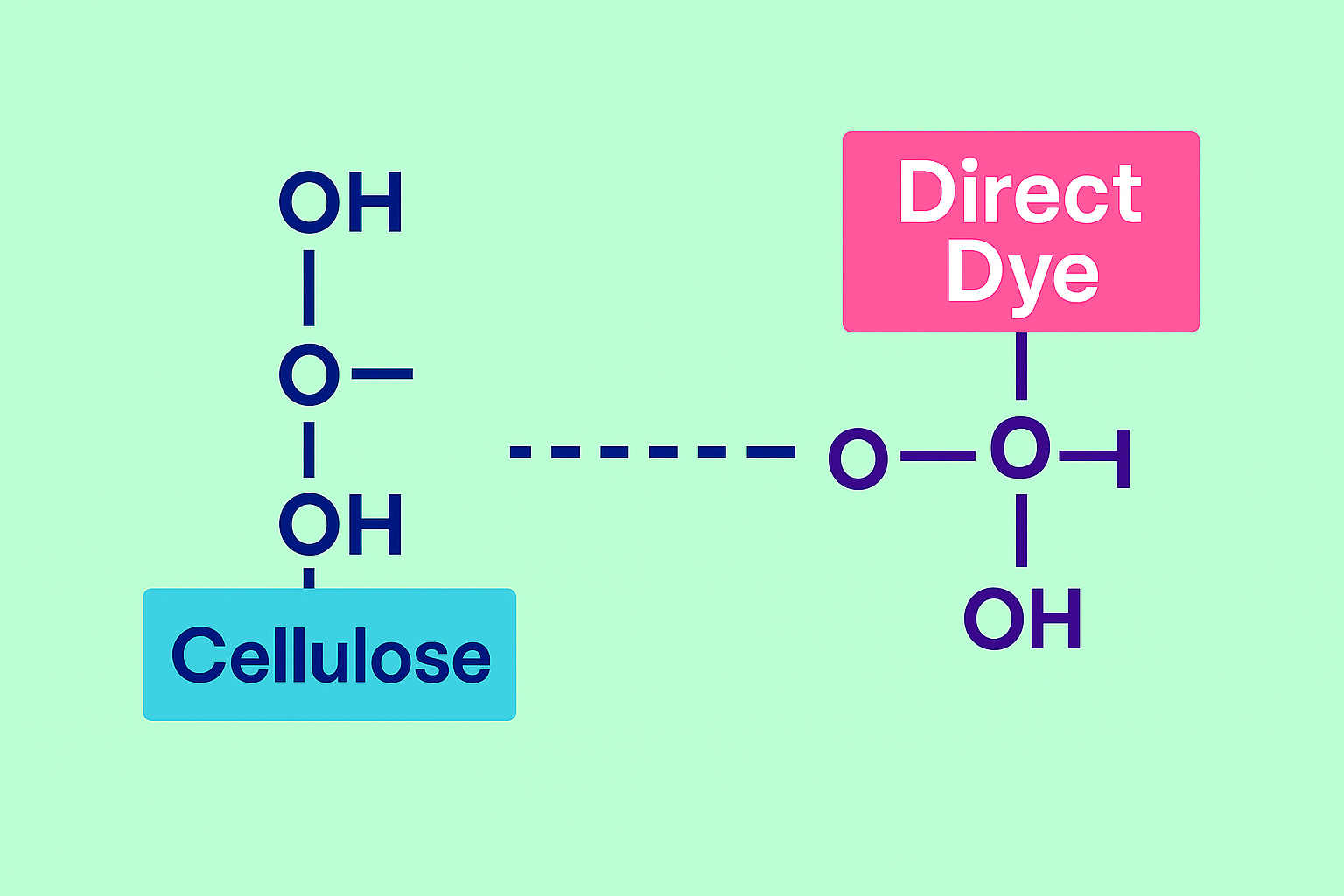
Direct dyes are typically large, planar, conjugated molecules that can slide between cellulose chains.
Cellulose chain:
–[C6H10O5]n–
The dye aligns itself along the polymer and stays attached due to weak dispersive forces.
No chemical reaction occurs → purely physical interaction.
Hydrogen Bonding (Dye –OH / –NH groups ↔ Fibre –OH)
Example: Cellulose + direct dye with –OH and –NH groups
Dye–OH ••• O–Cellulose
Dye–NH ••• O–Cellulose
Hydrogen bonding increases substantivity (affinity) to cotton and rayon.
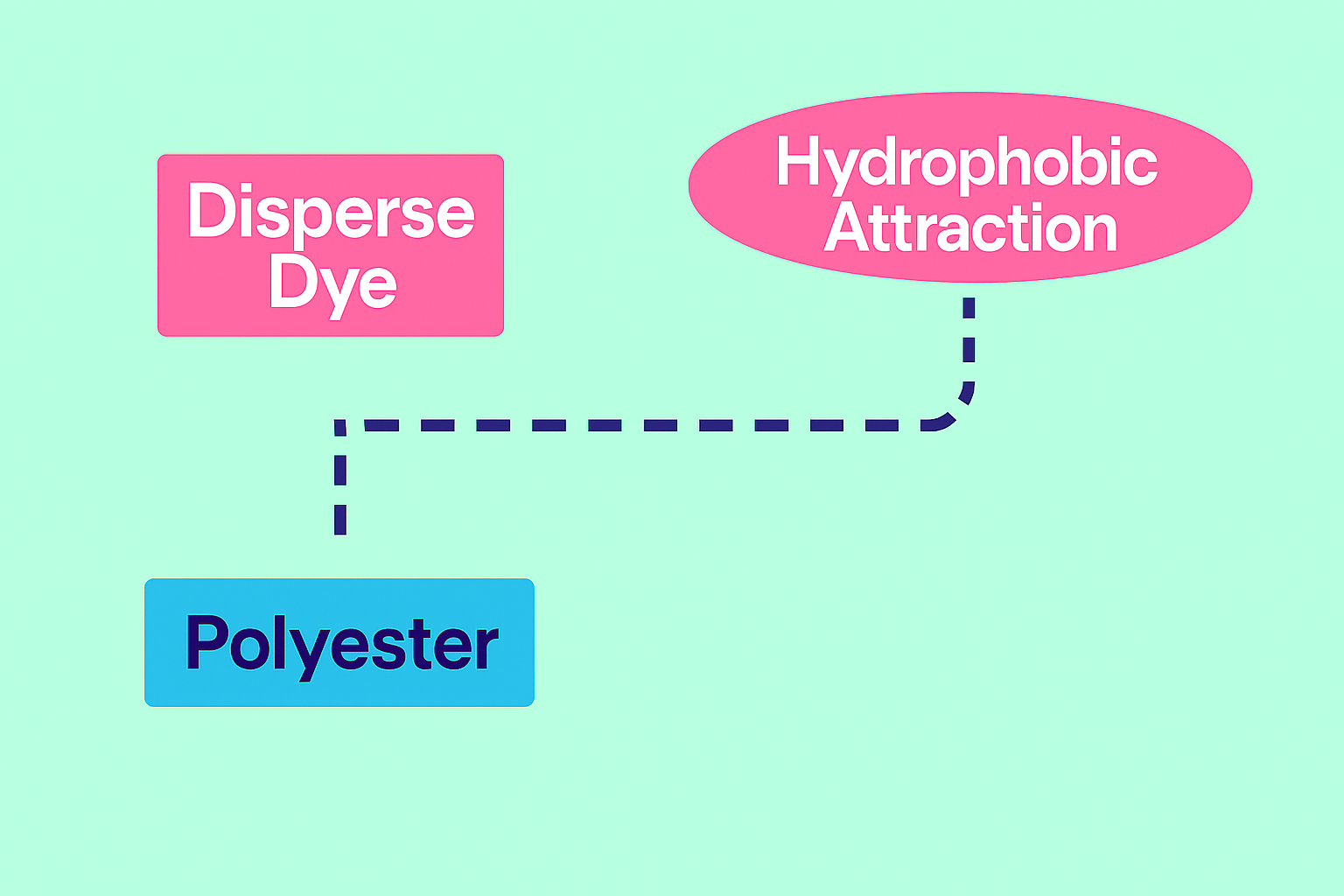
Hydrophobic Attraction (Disperse Dyes on Polyester)
Disperse dyes are non‑ionic, sparingly soluble. Under heat, polyester becomes more mobile and allows dye diffusion.
Mechanism:
Hydrophobic dye ⇆ Hydrophobic polyester
No chemical bond forms — only hydrophobic association inside the fibre.
Ionic Attraction (Electrostatic Bonding)
(cation ↔ anion interactions)
Applicable dyes:
- Acid dyes on nylon/wool
- Basic (cationic) dyes on acrylic
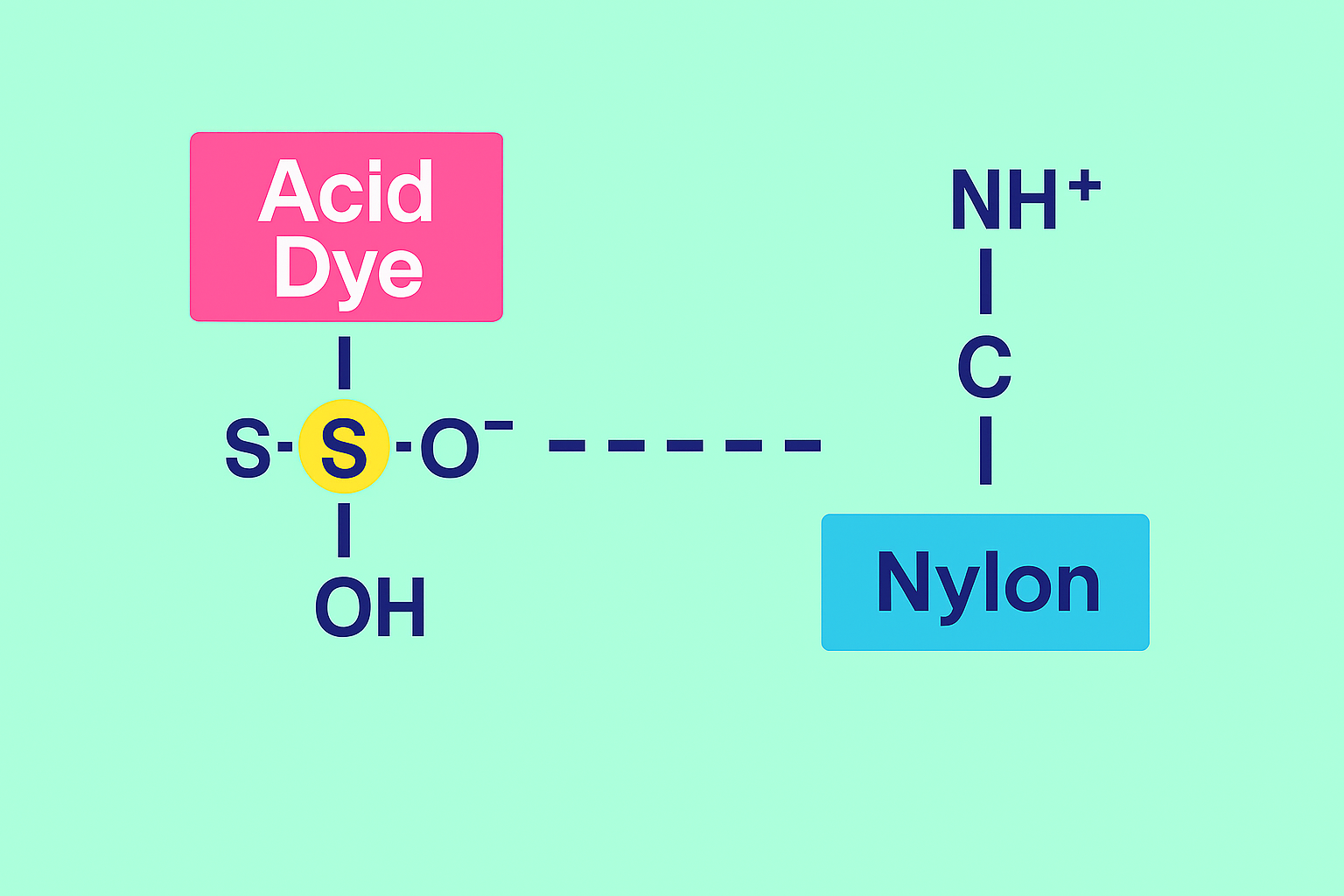
Acid Dyes on Nylon/Wool
Wool and nylon contain amino groups (–NH2) that become protonated in acid dye baths:
Fibre protonation:
Fibre–NH2 + H+ → Fibre–NH3⁺
Acid dyes contain sulfonate groups (–SO₃⁻):
Bond formation:
Fibre–NH3⁺ + Dye–SO3⁻ → Fibre–NH3⁺ ⋯ SO3⁻–Dye
This ionic attraction is strong but reversible under harsh conditions.
Basic (Cationic) Dyes on Acrylic
Acrylic fibres have anionic sites created during polymer manufacture (usually sulfonate groups).
Bond formation:
Dye–N⁺(CH3)3 + Fibre–SO3⁻ → Fibre–SO3⁻ ⋯ N⁺(CH3)3–Dye
This produces a very bright but somewhat sensitive shade.
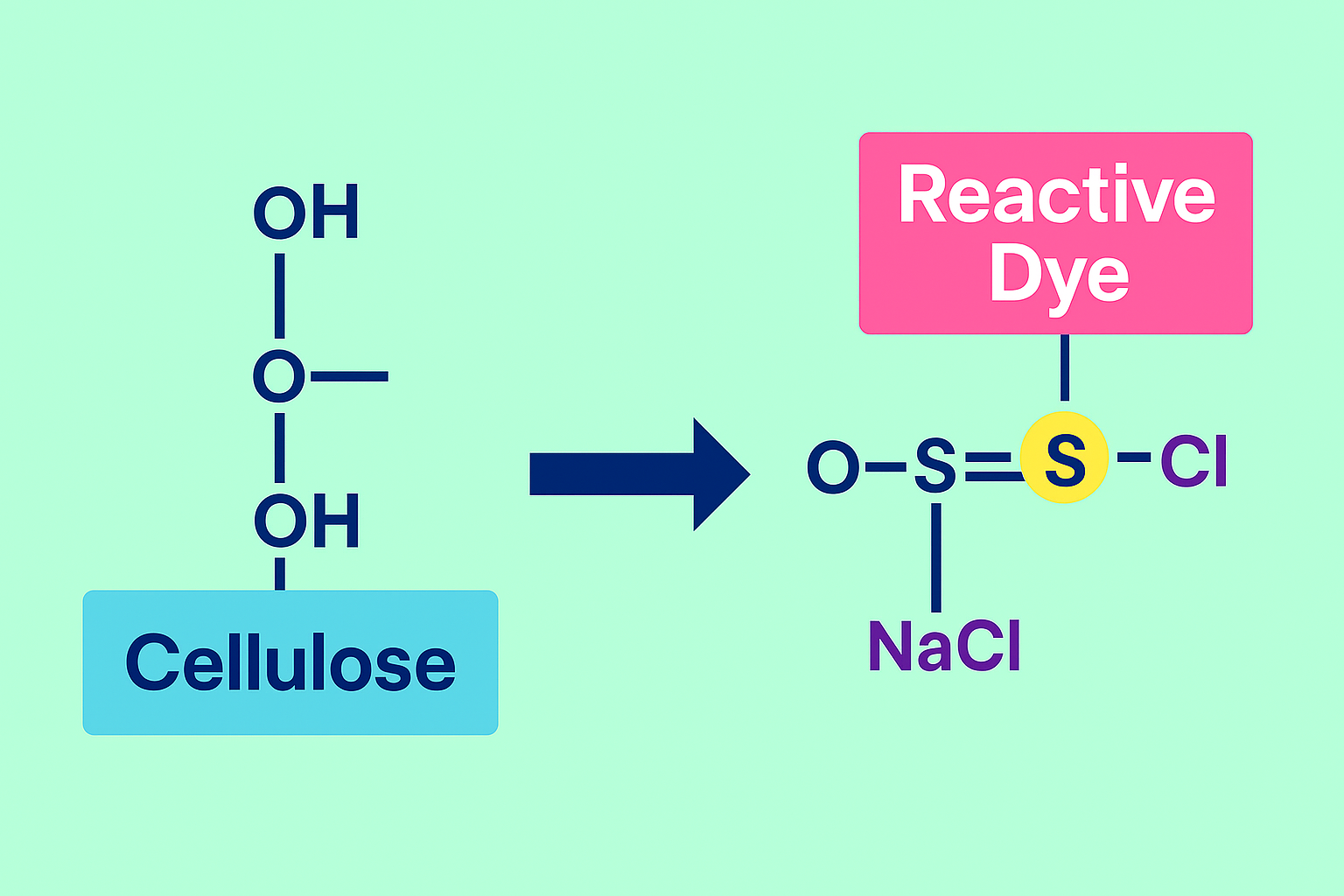
Covalent Bonding (Reactive Dyes)
(permanent chemical bonds to fibre)
Applicable dyes:
- Reactive dyes on cotton
- Also effective on nylon
Reactive dyes are the only dyes that form a true covalent chemical bond with the fibre.
Monochlorotriazine Reactive Dye (MCT)
The dye contains a reactive chlorine group:
Step 1 — Fibre activation (alkali opens cellulose –OH)
Cell–OH + OH⁻ → Cell–O⁻ + H2O
Step 2 — Covalent bond formation
Cell–O⁻ + Dye–Cl → Cell–O–Dye + Cl⁻
This is a nucleophilic substitution reaction (SN2).
Result: Permanent, washfast bond.
Vinyl Sulfone Reactive Dyes
Activated by alkali to form the reactive vinyl sulfone group:
Dye–SO2–CH2–CH2–OSO3Na → Dye–SO2–CH=CH2 (activated)
Then reacts with cellulose:
Cell–OH + Dye–SO2–CH=CH2 → Cell–O–CH2–CH2–SO2–Dye
Produces a highly washfast dye‑fibre bond.
Film‑Forming (Pigment Dyeing)
(not true dyeing — particles fixed by binder)
Applicable colorants:
- Pigments
Pigments are insoluble particles, so they cannot bond directly with fibres.
Mechanism: Binder Film Formation
A binder resin (often acrylic or polyurethane) surrounds pigment particles:
Pigment + Binder → Binder Film (after heating)
The binder anchors onto the fabric surface as it cures:
Fabric + Binder Film → Pigment Locked to Surface
This is a physical coating, not a chemical dye‑fibre interaction.
Summary Table — How Dyes Bind to Fibres
| Dye Class | Interaction Type | Bond Strength | Example Reaction / Mechanism |
|---|---|---|---|
| Direct | Hydrogen bonding / van der Waals | Medium | No reaction; physical attraction |
| Disperse | Hydrophobic forces | Medium | Dye diffuses into polyester |
| Acid | Ionic (⁺/⁻) | Medium–High | Fibre–NH3⁺ + Dye–SO3⁻ |
| Basic | Ionic (⁺/⁻) | High | Fibre–SO3⁻ + Dye–N⁺(CH3)3 |
| Reactive | Covalent | Very High | Cell–O⁻ + Dye–Cl → Cell–O–Dye |
| Pigment | Film‑forming | Medium | Binder resin anchors pigment |
Dye Classes—Mechanisms, Methods, Pros/Cons & Typical Uses
In textile processing, different dye classes are used depending on the fiber type, required fastness, cost and application method. Each dye class has its own bonding mechanism, processing conditions, advantages and limitations. Understanding these differences is essential for selecting the right dyeing system for both quality and efficiency.
Reactive Dyes (cellulosics; some for nylon/wool)
Reactive dyes are widely used for cotton and other cellulosic fibre because they form a strong covalent bond with the fiber. This chemical bonding provides excellent durability and wash fastness, making them one of the most reliable dye classes for modern applications.
These dyes are applied using various methods such as exhaust dyeing, cold-pad-batch (CPB) or continuous processes like pad-steam. The process typically requires salt to promote dye absorption and alkali to fix the dye onto the fiber, followed by thorough washing to remove unfixed dye.
Bonding: Covalent to –OH (cellulose) or –NH (nylon/wool).
Application: Exhaust (40–80 °C “cold brand” to 80–95 °C “hot brand”), CPB (cold‑pad‑batch), pad‑steam/continuous.
Chemistry levers: Salt (NaCl/Na2SO4) for exhaustion; Alkali (Na2CO3/NaOH) for fixation; thorough washing‑off to remove hydrolyzed dye.
Pros: Excellent wash fastness; big shade gamut; flexible methods.
Cons: Salt/alkali load in effluent; longer wash‑off; hydrolysis loss (cost).
Best for: T‑shirts, towels, fashion shirtings, activewear cottons.
Compliance notes: Prefer low‑salt / high‑fixation dyes; APEO‑free auxiliaries; align with ZDHC MRSL.
Direct Dyes (cellulosics)
Direct dyes are simpler and more cost-effective compared to reactive dyes. They bond to fibre through physical forces like hydrogen bonding and van der Waals interactions, rather than forming chemical bonds.
They are usually applied at near-neutral conditions with the help of salt to improve dye uptake. However, their wash fastness is moderate, so after-treatments are often used to improve performance.
Bonding: Substantive—hydrogen bonding/van der Waals; aided by electrolyte.
Method: Exhaust at near‑neutral; salt for build; optional cationic after‑treatments to improve wet fastness.
Pros: Simple, low temperature, low cost.
Cons: Moderate wash/rub fastness; not ideal for heavy laundering articles.
Best for: Fashion light/medium shades, linings, some home textiles (with fixatives).
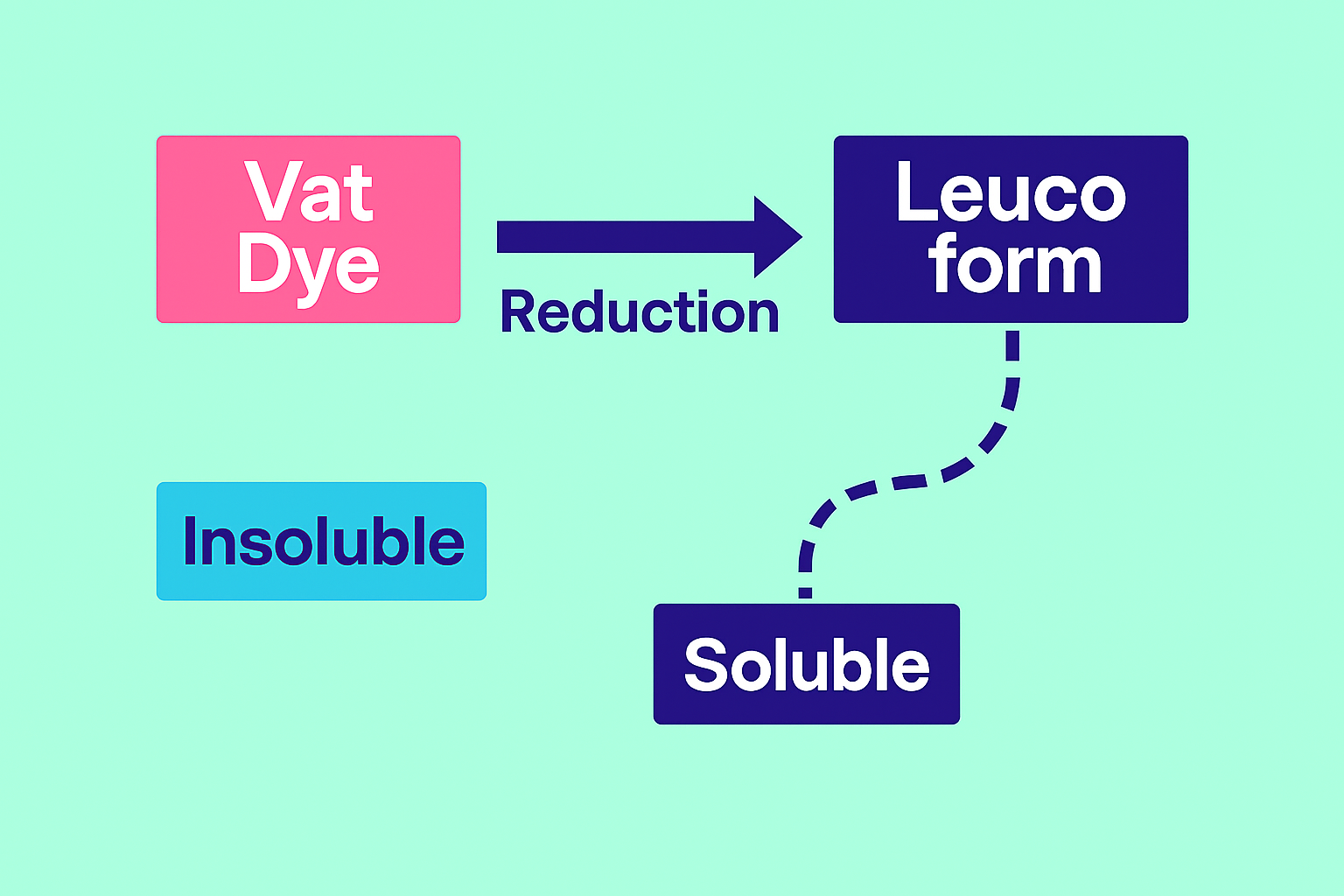
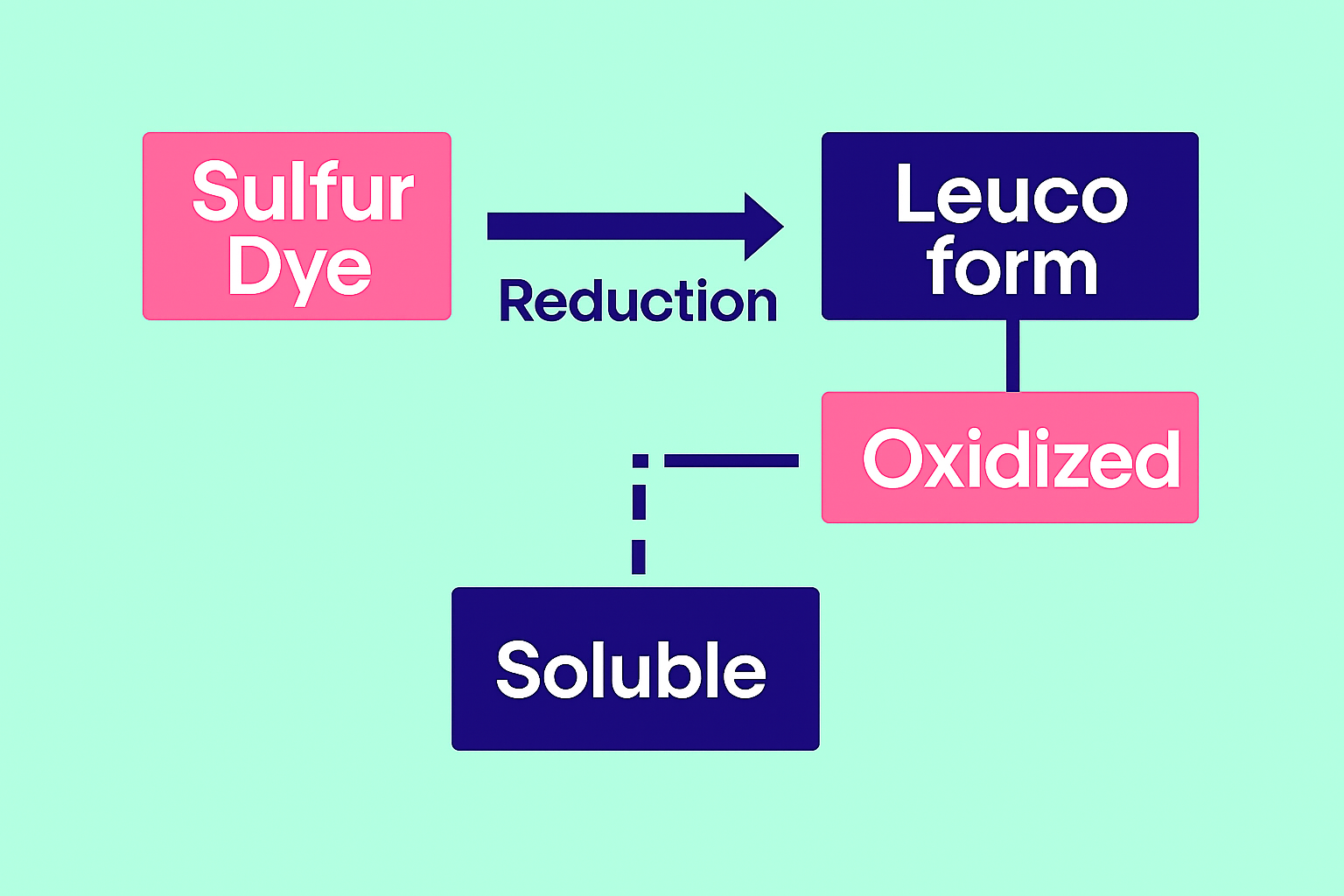
Vat Dyes (cellulosics; includes indigo)
Vat dyes are known for their excellent durability and resistance properties. They undergo a unique process where the dye is first reduced into a soluble form, applied to the fabric and then oxidized back into an insoluble form inside the fiber.
This makes the dye extremely stable, especially against washing, light and chlorine exposure.
Bonding: Dye reduced to leuco (soluble) in caustic + reductant; after diffusion, oxidized back to insoluble form inside fibre.
Method: Exhaust or continuous (pad‑dry‑pad‑steam; indigo rope/slasher). Reducing agents: sodium dithionite (hydros), alternatives available.
Pros: Outstanding wet/light fastness, chlorine resistance; deep/navy shades.
Cons: More complex; reducing/oxidizing stages; effluent load management.
Best for: Denim, workwear, premium darks, outdoor cottons.
Sulfur Dyes (cellulosics)
Sulfur dyes follow a mechanism similar to vat dyes but are more economical, especially for dark shades like black and navy. They are widely used in bulk production where cost efficiency is important.
However, they require careful handling and proper neutralization to avoid fabric damage and the effluent treatment must address sulfur compounds.
Bonding: Similar to vat concept (reduction to soluble leuco + oxidation).
Pros: Economical deep blacks/navies; good wet fastness.
Cons: Lower light fastness vs vat; risk of tendering if improperly neutralized; sulfide in effluent—requires treatment; avoid hypochlorite.
Best for: Budget dark cellulosics, bottoms, workwear (non‑denim).
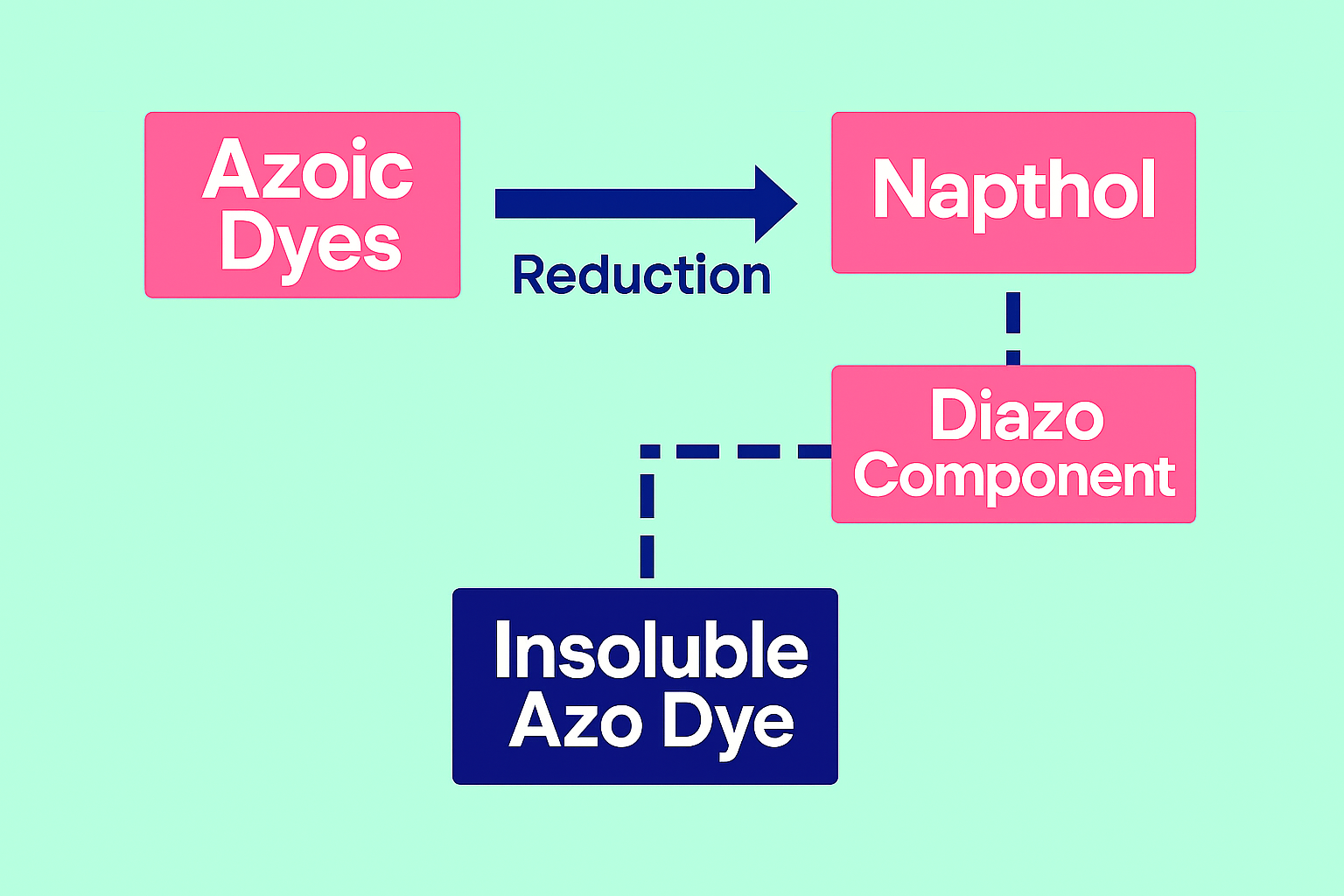
Azoic (Naphthol/Ice Dyes) — Legacy/Restricted
Azoic dyes are formed directly on the fabric through a chemical reaction between components applied separately. This produces bright and vibrant shades, especially reds and oranges.
However, due to regulatory concerns related to banned amines and environmental impact, their usage has significantly declined.
Mechanism: In‑situ diazotization + coupling on fibre to form azo dye.
Pros: Brilliant reds/oranges; good fastness.
Cons: Multi‑step, handling constraints; potential banned amines issues; often replaced by reactive/vat.
Best for: Rare, legacy programs where allowed by compliance (verify RSL).
Disperse Dyes (polyester, acetate/triacetate; also for PET‑rich blends)
Disperse dyes are designed for hydrophobic fibre like polyester. These dyes do not dissolve in water but are dispersed as fine particles and penetrate the fiber at high temperatures.
The dyeing is typically carried out at around 130°C or via thermofixation. Post-treatment such as reduction clearing is important to remove surface dye.
Bonding: Non‑ionic small molecules dispersed in water; dye diffuses into hydrophobic fibre at HT (≈130 °C) or by thermofix.
Method: HT jet/winch; carrier for lower‑temp (for acetate); pad‑thermofix (dry heat), pad‑steam; reduction clearing to remove surface dye.
Pros: Broad palette, good overall fastness; key for polyester.
Cons: Risk of sublimation (heat migration), oligomer issues; shade change in heat prints; needs precise temp control.
Best for: Activewear, athleisure, microfiber, polyester knits/wovens, transfer printing.
Acid Dyes (wool, silk, nylon)
Acid dyes are primarily used for protein fibre and nylon. These dyes bond with the fiber through ionic attraction under acidic conditions.
They are available in different types depending on the required fastness and leveling properties.
Bonding: Anionic dye ↔ cationic sites on fibre at pH 2–5 (formic/acetic acid).
Types: Leveling (good migration, lower wet fastness), Milling (better wet fastness), Super‑milling (highest).
Pros: Bright shades, good hand; essential for wool/silk/nylon.
Cons: Wash fastness varies; pH/temperature sensitivity; potential gas fading for some shades on nylon.
Best for: Intimates, hosiery, woolen knits, silk scarves, nylon sports trims.
Basic (Cationic) Dyes (acrylic; modified acrylic; cationized cotton)
Basic dyes are mainly used for acrylic fibre and modified materials. They provide strong, vibrant colors due to their high dye strength.
The process requires controlled conditions with leveling agents to ensure even dyeing.
Bonding: Cationic dye ↔ anionic sites on PAN.
Method: Exhaust at mildly acidic pH (≈4–5) with retarders and leveling agents; temperature ~95–100 °C.

Pros: Very high tinctorial strength, brilliant shades.
Cons: Lightfastness and wet fastness of some shades need care; staining risk during wash.
Best for: Sweaters, blankets, pile made from acrylic.
Pigment Coloration (all fibres & blends)
Pigment coloration is a versatile textile coloring method that works across almost all fiber types, including cotton, polyester and blended fabrics. Unlike traditional dyes, pigments do not chemically bond with the fiber. Instead, they are held on the fabric surface using a polymer binder, which acts like a glue to fix the color in place.
The process typically involves applying the pigment through padding or printing, followed by drying and curing. During curing, the binder crosslinks and locks the pigment onto the fabric surface, creating the final color effect. Because this method does not rely on fiber chemistry, it is highly adaptable and suitable for a wide range of materials. It can also be implemented using modern low-water techniques such as foam or spray application, making it more efficient in certain production setups.
Mechanism: Insoluble pigments mechanically bound via polymeric binder (no fibre affinity).
Method: Pad/print → dry/cure (binder crosslink). Low water options; foam/spray achievable.
Pros: Universal application, excellent shade control & printability, low energy in continuous lines.
Cons: Hand feel/stiffness if over‑bound; rub fastness depends on cure; aging of binder affects durability.
Best for: Prints, garment dye “vintage looks,” complex blends, denim over‑dyes.
Process Windows (rules of thumb)
| Dye Class | Typical pH | Temp | Key Auxiliaries | Critical Controls |
|---|---|---|---|---|
| Reactive (exhaust) | 10–12 | 40–95 °C | Salt, alkali, anti‑crease, wetting | Add alkali in steps; full wash‑off; salt profile |
| Reactive (CPB) | 10–11 | Ambient | Alkali in pad liquor | Even padding pickup; wrap time control |
| Direct | 6–8 | 60–95 °C | Electrolyte, leveling agent | Salt ramp; prevent tailing |
| Vat | 12–13 | 50–60 °C (exhaust) | Caustic + reductant; then oxidant | Redox potential; soaping for brightness |
| Sulfur | 11–12 | 80–95 °C | Na2S (or low‑sulfide), wetting, anti‑backstain | Neutralize & soap to avoid tendering |
| Disperse (PET) | 4–5 | 130 °C HT | Dispersant, leveling, pH buffer | Temperature ramp; reduction clearing |
| Acid (nylon/wool) | 2–5 | 80–98 °C | Leveling/retarder, buffer | pH profile; avoid over‑exhaust on nylon |
| Basic (acrylic) | 4–5 | 95–100 °C | Retarder, leveling, anti‑foam | Retarder balance for levelness |
| Pigment | 7–8 | Dry/cure 150–170 °C | Binder, fixer, softener | Cure temp/time; handle & rub fastness |

Fastness Expectations (general guidance)
Wash fastness: Reactive > Vat ≈ Sulfur (good) > Disperse (good on PET) > Acid (varies) > Direct (moderate) > Pigment (binder‑dependent)
Light fastness: Vat > Disperse (mid‑to‑good) > Reactive (depends) > Acid (wool better than nylon) > Sulfur/Direct (lower)
Rub fastness: Dependent on surface dye and finishing; pigment prints require proper cure; reactive requires complete wash‑off; disperse requires clean‑up/reduction clearing.
Common tests: AATCC/ISO colorfastness to washing, rubbing, perspiration, light, chlorinated water and sublimation (for PET/disperse).
Sustainability & Compliance Checklist
Chemistry: ZDHC MRSL‑conformant dyestuffs and auxiliaries; APEO‑free; no restricted azo amines; formaldehyde‑free binders for pigments.
Effluent:
- Reactive → high salt/alkali—optimize shade build, select high‑fixation ranges, use counter‑flow wash‑off.
- Sulfur/Vat → manage sulfide/dithionite; ensure oxidation and sulfide removal.
- Disperse → control oligomer, surfactants; consider low‑foam dispersants.
Reactive → high salt/alkali—optimize shade build, select high‑fixation ranges, use counter‑flow wash‑off.
Sulfur/Vat → manage sulfide/dithionite; ensure oxidation and sulfide removal.
Disperse → control oligomer, surfactants; consider low‑foam dispersants.
Energy/Water: Consider CPB for cotton and continuous thermofix for PET where volume justifies.
Worker safety: Acids/alkalis handling, dust control, steam/pressure safety, enclosed systems for powder dyes.
Cost & Lead‑Time Levers (for IE/Costing)
Right‑first‑time (RFT) is the largest cost driver: good lab‑dip discipline and recipe curves → fewer reworks.
Method selection:
- CPB reactive reduces energy vs exhaust; ideal for large lots/solid shades.
- Pigment can enable ultra‑fast fashion programs/short lead times with low water.
CPB reactive reduces energy vs exhaust; ideal for large lots/solid shades.
Pigment can enable ultra‑fast fashion programs/short lead times with low water.
Auxiliary optimization: Salt/alkali (reactive) and reduction chemicals (vat/sulfur/disperse clearing) dominate OPEX; structured doe curves and pH/ORP monitors cut overuse.
Blends: Two‑stage dyeing adds time; consolidate via one‑bath/two‑step where specs allow.
Decision Tree
- Identify fibre(s) → cellulosic / protein / polyester / nylon / acrylic / blend.
- End‑use & fastness → laundering frequency, sunlight, rubbing, heat exposure (e.g., heat transfer print).
- Process assets → exhaust jets/winches vs pad‑steam, CPB, thermofix; batch sizes.
- Compliance → ZDHC + Buyer RSL/RMSL, wastewater limits, brand restrictions.
- Select dye class → verify TDS window, test small‑lot, lock lab‑dip.
- QA → full fastness panel before bulk; monitor RFT and shade delta (ΔE).



