Terry towels are woven fabrics that have loops of yarn standing up from the surface. These loops greatly increase the surface area of the fabric and enable it to absorb and hold water very well. Towels can have loops on one side (single-sided terry) or on both sides (double-sided terry), depending on the design and purpose.
The construction of terry fabric is more complex than regular weaving because two sets of warp yarns are used, namely the ground warp and pile warp. The pile warp creates loops, and the ground warp gives the fabric its structure and stability.
Over the years, technological advances have transformed the production of terry towels, including high-speed air-jet looms, automatic dyeing machines and eco-friendly processing techniques. The basic principles of loop formation and fabric finishing have not changed though.
The quality of terry cloth begins with the raw material from which it is made. The final product is greatly affected by the type of fiber, yarn construction and chemical treatments.
Understanding Terry Fabric Structure
The structure of terry fabric is what differentiates it from other woven textiles. It is constructed using two types of warp yarns:
- Ground warp yarns – provide the base structure and strength
- Pile warp yarns – create loops that give the fabric absorbency
The loops can be:
- Uncut (loop piles) – used in standard towels
- Cut piles – used for velour towels, giving a smooth, velvet-like finish
Key Structural Features:
- Loop density directly affects absorbency
- Loop height determines softness and thickness
- Ground weave ensures strength and dimensional stability
This three-dimensional geometry is what transforms a simple fabric into a functional absorbent material.
Raw Materials for Terry Towel Manufacturing
Fibers Used in Terry Towels
Cotton
Cotton is the most widely used fiber due to its excellent moisture absorption, softness, and natural feel. High-quality towels are typically made from long-staple cotton varieties such as:
- Egyptian cotton
- Pima cotton
- Turkish cotton
These fibers produce stronger, smoother yarns and contribute to better durability and luxury appeal.
Alternative Fibers
While cotton dominates the market, other fibers are often blended or used independently for specific performance characteristics:
- Bamboo fibers: Known for their antibacterial properties and softness
- Modal fibers: Derived from beechwood, offering silk-like smoothness
- Polyester blends: Improve durability and reduce cost, though they reduce absorbency
Blended Yarns
Blending cotton with synthetic fibers helps achieve a balance between performance and cost. For instance, cotton-polyester towels are more durable but less absorbent than pure cotton towels.
Types of Yarns Used
Different yarn types are used for different parts of the terry towel:
Pile Warp Yarn
- Low twist yarn
- Designed to form soft loops
- Highly absorbent
Ground Warp Yarn
- Higher twist for strength
- Maintains fabric structure
Weft Yarn
- Balanced twist
- Contributes to fabric stability
Spinning Methods
- Ring-spun yarns: Produce smoother, stronger, and more durable towels (premium grade)
- Open-end (OE) yarns: More economical, but slightly rougher texture
Chemicals and Dyes
Chemicals are used to enhance fabric properties and ensure proper dye uptake:
- Scouring agents: Remove impurities
- Bleaching agents (Hydrogen peroxide): Improve whiteness
- Reactive dyes: Provide strong color bonding
- Softeners: Enhance comfort
- Optical brighteners: Improve visual appearance
Proper chemical usage ensures towels are not only attractive but also safe for skin contact.
Terry Towel Production Flow
Overall Flow Sequence
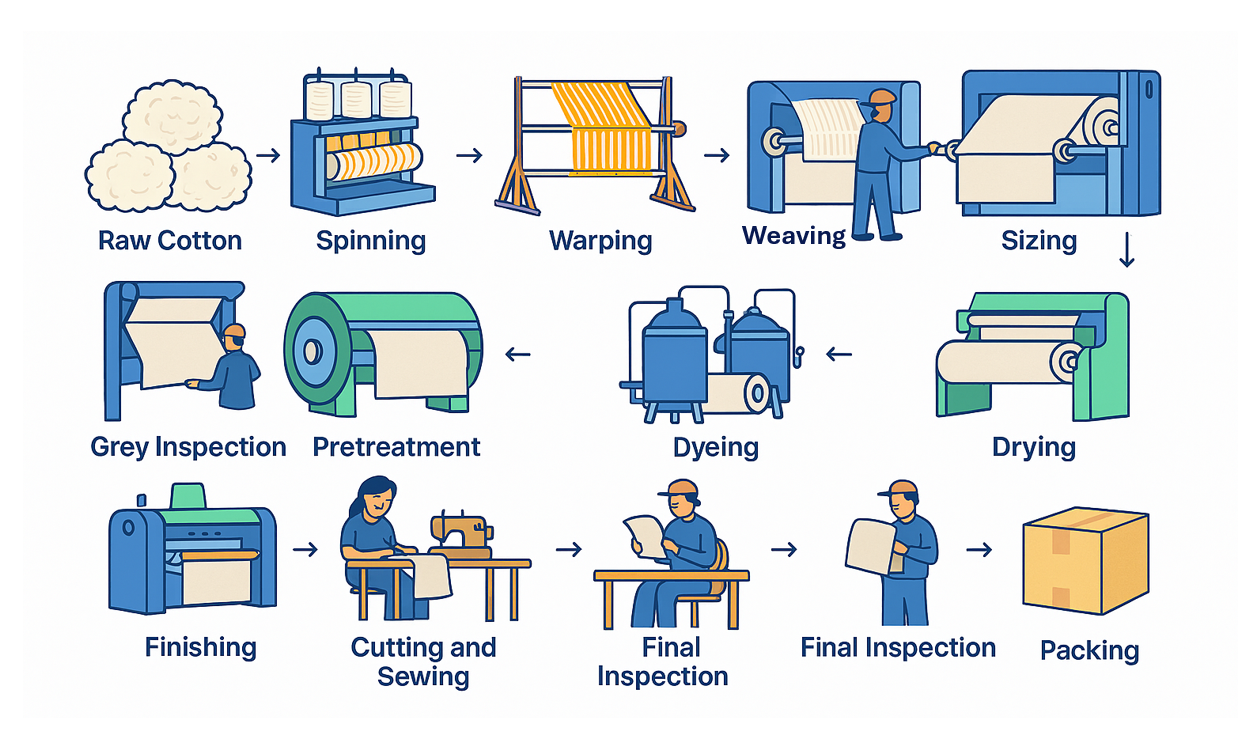
The production of terry towels follows a systematic sequence that transforms raw cotton into finished products.
Overall Process Flow:
Raw Cotton → Spinning → Warping → Sizing → Weaving → Grey Inspection → Pretreatment → Dyeing → Drying → Finishing → Cutting & Sewing → Final Inspection → Packing
Each stage contributes to specific characteristics of the towel, such as strength, absorbency, appearance, and durability.
Production Flow Explanation
The manufacture of terry towels is a carefully sequenced and interrelated process in which each step is important in the development of the finished product. Production flows from raw cotton fibres to finished towels, ready for use, through a series of transformations to produce the desired levels of absorbency, softness, durability and aesthetic quality.
Unlike simple woven fabrics, terry towels need a lot of coordination between spinning, weaving and wet processing. Even a small change in one stage, such as the twist of the yarn, tension of the warp or dyeing parameters can have a significant effect on the overall performance of the product. Manufacturers can maintain consistency, reduce defects and improve efficiency with detailed knowledge of the production flow.
Here is a step-by-step explanation of the production flow, with more detailed insights into each phase.
Spinning: Converting Fiber into Yarn
Spinning is the foundation of terry towel manufacturing. It turns raw cotton fibers into yarns which will be used in weaving. Many of the important properties of the finished towel, such as softness, strength and absorbency are determined by the quality of the yarn produced in this stage.
At this stage, the goal is to create yarns that are:
- Uniform in thickness
- Sufficiently strong to withstand weaving
- Suitable in twist level for their specific role (pile vs ground yarns)
A well-prepared yarn ensures smooth weaving performance and reduces production losses caused by breakages.
Key Activities in Spinning
Opening and Cleaning (Blow Room)
- Raw cotton is opened into small tufts
- Dirt, dust, and impurities are removed
- Fibers are blended to achieve uniform consistency
Carding
- Fibers are separated and aligned
- Short fibers and impurities are removed
- A continuous sliver is formed
Drawing
- Multiple slivers are combined
- Improves fiber alignment and evenness
- Reduces mass variation
Roving
- Sliver is reduced in thickness
- Slight twist is inserted to prepare for spinning
Spinning
- Final yarn is produced
- Twist is added to provide strength
- Yarn count is adjusted based on towel design
Importance of Spinning in Terry Towels
- Determines loop softness (pile yarn quality)
- Ensures fabric durability (ground yarn strength)
- Reduces defects like uneven loops or breakages
Warping: Preparing Yarn for Weaving
Warping is the process of arranging yarns in a parallel form onto a warp beam, which will later be used in weaving. In terry towel manufacturing, warping has an added level of complexity due to the requirement of two separate warp systems.
This stage is critical because improper warping can lead to tension issues, uneven loop formation, and fabric defects.
Functions of Warping
- Align yarns evenly
- Maintain consistent tension
- Prepare beams for loom installation
Types of Warp Beams in Terry Towels
Ground Warp Beam
- Provides the structural foundation
- Maintains high tension
- Ensures fabric stability
Pile Warp Beam
- Responsible for loop formation
- Operates at lower tension
- Controls loop height and density
Key Aspects to Control
- Yarn tension consistency
- Warp alignment
- Beam density and uniformity
Improper control at this stage may result in:
- Uneven loops
- Fabric distortion
- Increased yarn breakage during weaving
Sizing: Strengthening Warp Yarns
Sizing is a protective treatment applied to warp yarns before weaving. It involves coating the yarn surface with a thin film of size material to improve strength and reduce abrasion.
In terry weaving, warp yarns undergo heavy stress due to repeated movements and high-speed operations. Without sizing, yarns would frequently break, leading to stoppages and productivity loss.
Objectives of Sizing
- Increase yarn strength
- Reduce friction during weaving
- Minimize yarn hairiness
- Improve loom efficiency
Sizing Materials Used
- Natural starch
- Synthetic polymers
- Lubricants and softeners
Benefits of Proper Sizing
- Fewer yarn breakages
- Better fabric quality
- Improved machine efficiency
Weaving: Creating the Terry Fabric
Weaving is the most critical and technically complex stage in terry towel production. It involves interlacing warp and weft yarns to form the fabric structure, including the characteristic loops.
The uniqueness of terry weaving lies in the controlled formation of loops through differential warp tension and special loom mechanisms.
Loop Formation Mechanism (Core Concept)
The loops in terry fabric are created by:
- Feeding pile warp yarn at lower tension
- Beating the weft yarn in a controlled manner
- Allowing extra yarn length to form loops
Factors Affecting Loop Formation
- Warp tension difference
- Pick insertion rate
- Reed movement
- Loom settings
Any imbalance in these factors can cause:
- Uneven loop height
- Missing loops
- Loose or tight fabric
Steps in Terry Weaving
- Shedding (opening warp yarns)
- Picking (inserting weft yarn)
- Beating-up (packing weft into fabric)
- Loop formation (pile warp projection)
Terry Weaving Process
Principle of Loop Formation
Terry fabrics are different from flat woven fabrics because the basic idea behind them is to create loops. The loop structure is achieved by controlling the tension difference between the two groups of warp yarns, i.e., ground warp and pile warp.
The ground warp yarns are held at a relatively high tension in a terry loom, in order to hold the structure and stability of the fabric. The yarns form the base fabric and hold the cloth tight and firm. In contrast the pile warp yarns are fed with less tension so that they can move more freely during the weaving process. It is this intentional tension difference which allows the loop to develop.
This is the situation during weaving . When the weft yarn is inserted and the reed moves forward ( beating up ), the ground warp yarn stays firmly in place. The pile warp yarn, with its lower tension, moves forward slightly more than necessary . This excess length of pile yarn is forced out to make a loop on the surface of the fabric. This is repeated with each pick or group of picks. These rows of loops create the characteristic textured surface of terry fabric.
The formation of uniform loops is highly dependent on the control of some mechanical and operational parameters. Of these, one of the most important is warp tension. If pile warp tension is too high, loops will not form properly, resulting in a flat or poor absorbing fabric. If, on the other hand, the tension is too low, loops may be too big, loose or uneven, which will affect the look and durability.
Another important element is the pick ratio, which is the number of weft insertions to form one set of loops. The pick ratio determines the frequency and the packing density of loops. The more picks, the denser the loops, making the towels thicker, heavier and more absorbent.
Also the movement of the reed and the take-up mechanism must be perfectly synchronized. In terry weaving, the beating motion is often delayed or stepped, which allows the pile yarn to pile up before being trapped by the subsequent picks. Well-defined and stable loops are formed by this controlled beating.
Generally, the formation of loops is not a random event, but a highly regulated engineering process. It requires a delicate balance of yarn properties, tension settings, machine setup and operator skill. If done properly it produces a cloth that is soft, absorbent and pleasing to the eye meeting both functional and aesthetic needs.
Types of Terry Weaving
- 3-pick terry – economical
- 4-pick terry – widely used
- 5-pick terry – premium quality
3-Pick Terry Weaving (Economical Structure)
In 3-pick terry weaving three weft yarns are inserted in each loop formation cycle. This is the most basic and cheapest method of terry fabric making. The fabric is less dense, weighs less and uses less yarn due to the reduced number of picks.
This type of terry is generally used for low cost or budget towels where cost is a concern. It does offer basic absorbency, but the loop structure is a bit more open and less compact and may have lower durability and less water absorption capacity than higher pick constructions.
From a production point of view, 3-pick terry is advantageous in that it permits higher weaving speeds and lower material consumption. The downside is that the end product may be thinner and less plush, and may not be as suitable for premium uses such as luxury bath towels.
4-Pick Terry Weaving (Balanced and Widely Used)
The 4-pick terry construction is the most popular construction in the towel industry, providing an ideal balance between cost, performance and durability. In this type four weft yarns are inserted in each loop formation cycle, which results in a denser and more stable loop structure than 3-pick terry.
The extra pick makes the fabric more dense which improves absorbency, strength and general feel. Towels made with 4-pick terry typically have a medium thickness and a pleasant hand feel, making them versatile for various uses, from home to hospitality industries.
From a manufacturing point of view, the 4-pick terry represents a good compromise between efficiency and quality. It doesn’t need as much yarn as premium constructions, but still gives satisfactory performance characteristics. This makes it a popular choice for mid-range products that are aimed at value and quality.
5-Pick Terry Weaving (Premium Quality Structure)
5-pick terry weaving is a more expensive construction in which five weft yarns are used per loop formation cycle. This results in a much higher fabric density resulting in a thicker, heavier, more luxurious towel.
The loops are more compact and densely packed in terry of 5-pick. This increases absorbency by trapping more water in the fabric structure. Also, the increased yarn content makes for a more durable, fuller and more premium look
Towels made from 5-pick terry are usually positioned in the high-quality or luxury segment. They are often used in luxury products like hotel bath towels, spa towels and premium retail brands. The material is softer, more substantial and more comfortable, providing a better user experience.
But this better quality doesn't come cheap. Production requires more yarn, lower machine speeds and more control over weaving parameters. So, the manufacturing costs are more and these towels are costly in the market.
Step-by-Step Terry Loom Operation
The loop formation occurs in a cycle of multiple picks (e.g., 3-pick or 4-pick terry). Let’s understand a typical cycle.
Step 1: First Pick (Loose Pick)
- Shed is opened (warp yarn separation)
- Weft yarn is inserted
- Reed beats gently (not tightly packed)
- Fabric does NOT move forward
Result: Yarn remains slightly loose
Step 2: Second Pick (Loose Pick Continues)
- Another weft is inserted
- Again, soft beating occurs
- Pile warp starts accumulating extra length
Result: Extra pile yarn builds up
Step 3: Final Pick (Fast/Hard Beat-Up)
- Weft is inserted
- Reed beats strongly
- Take-up motion pulls fabric forward suddenly
Result: Extra pile yarn is forced outward → loops are formed
Diagram Explanation
Below is a conceptual diagram to understand loop formation.
Flat Weaving (Normal Fabric)
Warp Yarn ----------- Straight (Tight)
Weft Yarn ======= inserted and beaten normally
Result: Flat surface (No loops)
Terry Weaving (Loop Formation)
Ground Warp: ----------- (tight tension)
Pile Warp: ~~~~~~~ (loose tension)
Step 1: Loose Pick
Weft: ===== (light beat)
Pile yarn: slightly slack
Step 2: Loose Pick
Weft: =====
Pile yarn: more slack accumulates
Step 3: Hard Beat-Up + Take-Up
Weft: ===== (tight beat)
Pile yarn pushed out ↑
Result:
↑ ↑ ↑
| | | (loops formed)
Ground: -------------------------
Role of Terry Motion Mechanism
The unique feature of a terry loom is its terry motion, which controls:
- Delayed beat-up
- Stepwise take-up
- Pile yarn feeding
This mechanism ensures:
- Loops form consistently
- Loop height remains uniform
- Fabric structure remains stable
Machinery Used in Terry Towel Production
Spinning Machinery
Blow room, carding, drawing, simplex, ring spinning and winding machines prepare the yarn.
Weaving Machinery
Modern terry looms are designed for efficiency and flexibility.
Common Types
Air-Jet Terry Loom
- High-speed production
- Suitable for large-scale manufacturing
Rapier Terry Loom
- Handles different yarn types
- Better for design variation
Jacquard Terry Loom
- Produces complex patterns
- Used for logo and decorative towels
Processing Machinery
Continuous bleaching ranges, jet dyeing machines, hydro extractors, dryers and stenters handle wet processing and finishing.
Sewing & Cutting Machinery
Overlock machines, flatlock machines, bartack machines and cutting blades ensure perfect sewing and finishing.

Wet Processing: Transforming Fabric Properties
After weaving, the fabric is known as grey fabric, which contains impurities, natural waxes, and residual sizing chemicals. Wet processing is carried out to remove these unwanted substances and prepare the fabric for dyeing and finishing.
The first step is desizing, where size materials applied during the previous stage are removed. This is followed by scouring, which uses alkaline solutions to eliminate natural oils, waxes, and other impurities. Scouring significantly improves the fabric’s ability to absorb water, which is critical for towels.
Bleaching is then performed to achieve uniform whiteness and remove any natural coloration in the cotton fibers. Hydrogen peroxide is commonly used for this purpose, as it is effective and environmentally acceptable when properly managed.
After pretreatment, the fabric is ready for dyeing. Reactive dyes are typically used because they form strong chemical bonds with cotton fibers, resulting in excellent colorfastness and vibrant shades. The dyeing process may be carried out using different methods, depending on production scale and requirements.
Once dyeing is complete, the fabric undergoes thorough washing to remove any unfixed dyes. This step is essential to prevent color bleeding and ensure long-term color stability.
Drying: Stabilizing Fabric Structure
Following wet processing, the fabric contains a high amount of moisture that must be removed. Drying is carried out using a combination of mechanical and thermal methods. Initially, hydro extractors remove excess water through centrifugal force. The fabric is then passed through tumble dryers or other drying systems to achieve the desired dryness level.
In many cases, the fabric is also processed through a stenter machine during drying. The stenter helps control the width, GSM, and dimensional stability of the fabric by applying controlled heat and tension. Proper drying not only prepares the fabric for finishing but also ensures that shrinkage and dimensional variations are minimized.
Finishing: Enhancing Feel and Appearance
The finishing stage is where the fabric acquires its final aesthetic and functional properties. Processes such as shearing, brushing, and softening are carried out to improve the appearance and texture of the towel.
Shearing trims the loops to ensure uniform height, giving the fabric a neat and consistent look. Brushing further enhances softness by raising the fibers, making the towel feel more comfortable against the skin. Finally, softening treatments are applied using chemical agents that improve hand feel and flexibility.
At this stage, additional functional finishes may also be applied, such as antimicrobial treatments or fragrance finishes, depending on product requirements.
Finishing Operations
Finishing includes shearing, brushing and softener application.
- Shearing evens out pile height for a clean appearance.
- Brushing enhances softness.
- Softener application improves hand feel.
Cutting and Sewing: Product Formation
Once the fabric is finished, it is converted into individual towels through cutting and sewing operations. Large rolls of fabric are laid out on cutting tables and cut into standard sizes using precise measurements. Accuracy in cutting is important to ensure uniformity and minimize material wastage.
The cut pieces are then sent to sewing, where edges are hemmed to prevent fraying. Labels, tags, and decorative borders are added during this process. High-quality stitching is essential to ensure durability, especially since towels undergo frequent washing and handling.
Cutting Process
Terry fabrics are cut into required towel sizes using cutting tables or band knife machines. Cutting accuracy is essential for maintaining uniform towel dimensions.
Sewing Operations
Edges are hemmed using industrial sewing machines. Labels, tags and decorative borders are added during this stage. Strong stitching ensures durability and prevents fraying.
Final Inspection and Packing
The final stage involves thorough inspection of finished towels to ensure they meet quality standards. Parameters such as GSM, absorbency, colorfastness, dimensional accuracy, and stitching quality are evaluated. Any defective products are removed or reprocessed.
Once approved, the towels are folded, packed, and prepared for shipment. Packaging is designed to protect the towels from moisture, dust, and damage during transportation and storage.
Completed towels undergo thorough inspection, including testing for:
Overall Process Understanding
In summary, the production flow of terry towels is a highly integrated system where each stage plays a critical role in determining the final product quality. The process requires careful balancing of mechanical, chemical, and human factors to achieve consistent results.
From spinning to finishing, every operation contributes to key towel properties such as:
- Absorbency
- Softness
- Strength
- Appearance
A well-optimized production flow not only ensures high-quality products but also improves efficiency and reduces production costs, making it essential for modern textile manufacturing.
Common Defects in Terry Towels
Weaving-Related Defects
Missing loops, broken loops or uneven pile height occur due to tension issues or loom misalignment.
Dyeing Defects
Shade variation, streaks and patchiness result from improper dyeing or washing techniques.
Finishing Issues
Hard handle, excessive shrinkage and poor softness arise due to incorrect dryer settings or insufficient softening.
Quality Parameters for Terry Towels
Physical Properties
GSM, tensile strength, shrinkage and thickness define the fabric’s performance.
Performance Parameters
Absorbency rate, colorfastness, pilling resistance and snag resistance are critical for user satisfaction.
Visual Attributes
Even surface, clean finishing and uniform loops determine the towel’s aesthetic value.
Conclusion
Terry towel manufacturing is a very technical and yet fascinating process, which combines textile engineering with practical design. Every step, from fiber choice to finished package, is designed to make sure the product is functional and comfortable.
With higher demand for quality and sustainability, manufacturers are constantly innovating processes, embracing eco-friendly solutions, and working on new materials.
Terry towels may appear simple, but behind the softness and absorbency lies an intricate system of engineering, science and craftsmanship.