
Weaving is one of the most basic—and honestly, one of the oldest—ways of making fabric.
At its core, it’s just about interlacing two sets of yarns at right/any angles. That’s it.
But even with such a simple idea, the result is a fabric that’s strong, stable, and holds its shape better than most other constructions.
Two yarn systems work together here:
- one runs lengthwise
- the other goes across
And the way they interact… that’s what defines the fabric.
Basic Weaving Terminology
Warp (Ends)
The warp yarns are the ones running lengthwise—along the fabric.
They’re set up first on the loom and kept under tension the entire time.
Key points about warp yarns:
- Run along the length of the fabric
- Provide strength and dimensional stability
- Usually stronger and more twisted than weft yarns
- Stay under constant tension during weaving
If the warp isn’t stable, the whole fabric can go out of shape. So these yarns carry a big responsibility.
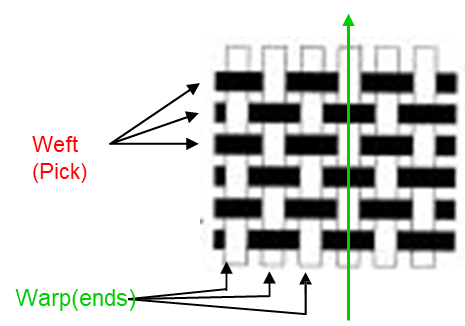
Weft (Pick)
The weft (or pick) is the yarn that goes across—from side to side.
It moves in and out between the warp yarns, building the fabric gradually.
What weft does:
- Runs crosswise
- Determines the fabric width
- Helps define the look and cover of the fabric
Unlike warp, the weft isn’t under constant tension. It’s inserted during weaving, one pick at a time.
And depending on how tightly or loosely it’s inserted, the fabric can feel dense… or more open.
Selvedge
The selvedge is the edge of the fabric that kind of takes care of itself.
It forms naturally during weaving—no extra finishing needed.
Why it matters:
- Prevents yarns from fraying at the edges
- Keeps the fabric neat and intact
- Can indicate loom performance and fabric quality
You’ll often see selvedge edges used in denim as a quality feature. Small detail, but it says a lot.
Weaving Instructions (Fabric Construction Details)
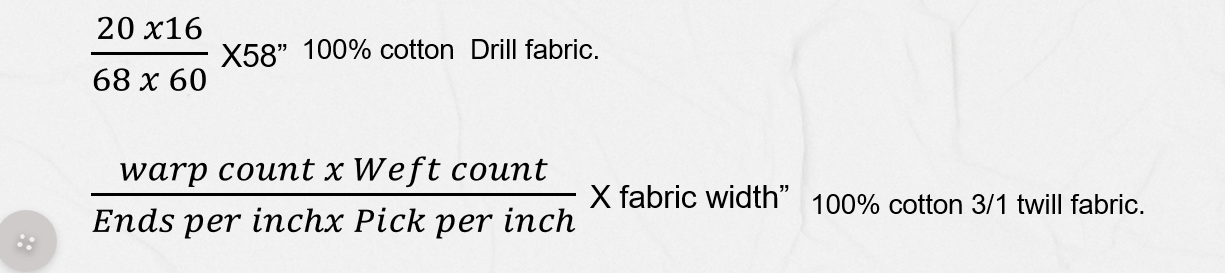
Explanation:
- 20 = Warp yarn count
- 16 = Weft yarn count
- 68 = Ends per inch (EPI)
- 60 = Picks per inch (PPI)
- 58 inches = Fabric width
- Drill = Twill weave fabric
simple line of construction data actually tells you a lot—about strength, weight, feel, even cost.
Principle of Fabric Formation in Weaving
Weaving works on three fundamental motions:
- Shedding – Separation of warp yarns to form a shed
- Picking – Insertion of weft yarn through the shed
- Beating‑up – Pushing the weft yarn into the fabric fell
These actions repeat continuously to form woven fabric. Which means thousands of interlacings are created every minute.
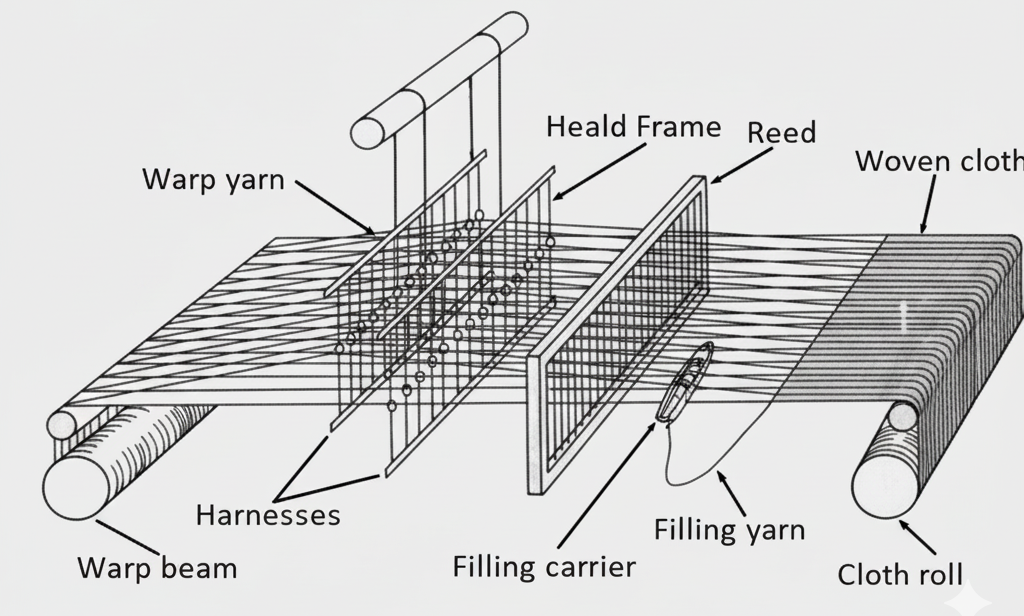
Fabric Weaving Mechanism (Technical Explanation)
Fabric weaving mechanism is basically the controlled interlacing of warp and weft yarns using synchronized mechanical motions on a loom.
Sounds simple at first—but inside the machine, it’s a highly coordinated system where multiple elements move together in sequence. If one part is off… even slightly, the whole structure is affected.
Let’s walk through how it actually works.
Core Flow of Weaving Mechanism
At the most basic level, weaving follows a repeating cycle:
Shedding → Picking → Beating-up → Let-off → Take-up → Repeat
This cycle happens continuously—hundreds to thousands of times per minute in modern looms.
Warp Preparation (Starting Point)
Before weaving even begins, the warp system is prepared.
- Yarn is wound onto a warp beam
- Ends are passed through:
- Drop wires (stop motion control)
- Heddles (for shedding)
- Reed (for spacing)
Key points:
- Warp is kept under constant tension
- Uniform tension is critical for fabric stability
- Any uneven tension → fabric defects (streaks, uneven density)
Shedding Mechanism
Shedding creates the shed (opening) for weft insertion.
How it happens:
- Heddles are mounted on heald frames (shafts)
- These frames move up and down
- Warp yarns separate into layers
Types of shedding control:
- Cam shedding → simple weaves
- Dobby mechanism → medium designs
- Jacquard mechanism → complex patterns (each warp controlled individually)
Technical considerations:
- Shed height → affects yarn clearance
- Timing → must match picking
- Warp tension → affects smooth opening
Picking Mechanism (Weft Insertion)
Once the shed is open, the weft yarn is inserted across the warp sheet.
Different mechanisms depending on loom type:
- Shuttle → carries bobbin across
- Rapier → mechanical arm transfers yarn
- Air jet → compressed air propulsion
- Water jet → hydraulic force
- Projectile → gripping device shoots yarn
Technical factors:
- Insertion speed
- Yarn tension during travel
- Yarn type (hairy, filament, coarse, etc.)
What can go wrong:
- Missing picks
- Double picks
- Broken weft insertion
So picking must be precise.
Beating‑Up Mechanism
After insertion, the weft yarn is still loose.
The reed pushes it into position at the fabric edge (called the fabric fell).
How it works:
- Reed is mounted on the sley
- The sley moves forward and back
- Pushes weft into compact structure
Controls:
- Pick density (PPI)
- Fabric compactness
- Fabric cover factor
If incorrect:
- Loose fabric → weak structure
- Excess force → distortion
Let-Off Mechanism
The warp beam doesn’t stay still—it rotates to release yarn.
Function:
- Supplies warp yarn continuously
- Maintains constant tension during weaving
Types:
- Negative let-off (simple systems)
- Positive let-off (more precise, controlled feed)
Importance:
If tension fluctuates:
- Fabric quality becomes uneven
- End breakage increases
Take-Up Mechanism
At the same time, fabric is being formed and must be pulled forward.
That’s the job of take-up system.
Function:
- Winds fabric onto cloth roll
- Controls fabric length
- Maintains pick density
Key relation:
Take-up speed ↔ Beat-up action ↔ Pick density
If take-up is too fast → fabric becomes loose
If too slow → fabric becomes dense and tight
Stop Motions (Safety & Control)
Modern looms include stop motions to prevent defects.
Types:
- Warp stop motion → detects warp break
- Weft stop motion → detects missing pick
- Drop wires → stop machine immediately
Why important:
- Prevent defective fabric
- Reduce waste
- Improve efficiency
Continuous Process Integration
All mechanisms work together simultaneously:
- Shedding prepares opening
- Picking inserts weft
- Beating-up locks it
- Let-off feeds warp
- Take-up pulls fabric
This synchronization is controlled through:
- Mechanical timing (cams, gears)
- Electronic control (modern looms)
Mechanism Speed (Industrial Context)
Modern looms operate at:
- Rapier: ~400–700 picks/min
- Air-jet: ~800–1500 picks/min
- Water-jet: ~600–1200 picks/min
Types of Looms
When we say weaving machine, we usually mean a loom.
But not all looms are the same. In fact, the type of loom makes a big difference—in speed, fabric quality, cost, even what kind of fabric you can produce.
Some are very traditional. Slow. Hands-on.
Others are fully automated and run at crazy speeds.
Let’s break them down a bit properly.
1. Hand Loom (Manual Loom System)
The hand loom operates entirely through manual or semi-manual control, where shedding, picking, and beating are controlled by the operator.
Technical Characteristics
- Shedding: Treadle-operated harness movement
- Weft insertion: Manual shuttle throw
- Beat-up: Hand-operated reed
- Speed: ~50–120 picks/min
Process Behavior
- No fixed synchronization—operator dependent
- Fabric uniformity relies heavily on skill consistency
- Limited tension control compared to mechanized systems
Application Scope
- Complex weave structures (brocades, jacquards)
- Low-volume specialty fabrics
- Sampling and prototyping
2. Power Loom (Conventional Mechanical Loom)
Power looms introduce mechanical drive systems for coordinated motion of shedding, picking, and beat-up.
Technical Characteristics
- Drive: Electric motor with crank/gear mechanism
- Picking system: Shuttle-based weft insertion
- Speed: ~150–250 picks/min
- Warp control: Basic tension control via let-off mechanism
Advantages
- Higher productivity than hand looms
- Improved fabric consistency
- Reduced operator fatigue
Limitations
- Shuttle movement causes high vibration and noise
- Edge formation produces heavy selvedge (weft waste)
- Lower efficiency in high-speed production
3. Shuttle Loom (Conventional Industrial System)
Shuttle looms use a reciprocating shuttle carrying the weft yarn across the warp shed.
Technical Characteristics
- Weft insertion: Shuttle carrying pirn (weft package)
- Speed: ~180–300 picks/min
- Selvedge: Closed selvedge formation
- Mass inertia: High (due to shuttle weight)
Process Considerations
- Frequent pirn replacement (downtime factor)
- Higher end breakage risk due to vibration
- Not suitable for very high-speed or fine fabrics
Typical Use
- Medium-weight fabrics
- Basic woven constructions
4. Shuttle-less Looms (Modern High-Speed Systems)
Shuttle-less looms eliminate the shuttle and use advanced weft insertion technologies, enabling higher productivity and better fabric quality.
a) Rapier Loom (Positive Gripper System)
Rapiers use rigid rods or flexible tapes to transfer weft yarn across the shed.
Types
- Single rapier (direct transfer)
- Double rapier (hand-to-hand transfer)
Technical Characteristics
- Speed: ~400–700 picks/min
- Weft control: Positive (gripped yarn transfer)
- Fabric width: Up to ~540 cm
Advantages
- Handles wide yarn count range (fine to coarse)
- Suitable for multi-color and jacquard designs
- Low yarn stress → fewer breaks
Limitations
- Moderate speed compared to jet looms
- Higher mechanical complexity
b) Air-Jet Loom (Fluid-Based Insertion System)
Air-jet looms use compressed air to propel the weft yarn across the warp shed.
Technical Characteristics
- Speed: ~800–1500 picks/min
- Weft insertion: Air nozzles + relay nozzles
- Yarn requirement: Low hairiness, smooth structure
Advantages
- Extremely high productivity
- Low mechanical wear (no moving carriers)
- Suitable for lightweight fabrics
Limitations
- High energy consumption (compressed air)
- Limited to synthetic or smooth yarns
- Not ideal for bulky or hairy yarns
c) Water-Jet Loom (Hydraulic Insertion System)
Water-jet looms use high-pressure water streams to carry weft yarn.
Technical Characteristics
- Speed: ~600–1200 picks/min
- Fluid medium: Water jet nozzle
- Drying requirement: Post-weaving drying system
Advantages
- Smooth weft insertion
- High efficiency for filament yarns
Limitations
- Only suitable for hydrophobic fibers (polyester, nylon)
- Not applicable to cotton (water absorption problem)
- Requires water treatment system
d) Projectile Loom (Ballistic Weft Insertion)
Projectile looms use a small metal projectile to carry the weft across the shed.
Technical Characteristics
- Speed: ~400–600 picks/min
- Fabric width: Up to 540 cm (very wide fabrics)
- Weft insertion: Gripper projectile
Advantages
- Suitable for heavy fabrics and technical textiles
- Can handle wide widths and high yarn tension
Limitations
- Lower speed than air-jet systems
- Higher mechanical maintenance
Technical Comparison Overview
| Loom Type | Speed (ppm) | Yarn Flexibility | Fabric Quality | Energy Use | Best Application |
|---|---|---|---|---|---|
| Hand Loom | Very Low | Very High | Variable | Very Low | Craft/sampling |
| Power Loom | Low | Moderate | Moderate | Moderate | Small industry |
| Shuttle Loom | Medium | High | Moderate | High | Traditional fabrics |
| Rapier Loom | Medium-High | Very High | High | Moderate | Fashion fabrics |
| Air-Jet Loom | Very High | Limited | High | High | Mass production |
| Water-Jet Loom | High | Limited (synthetic) | High | Moderate | Filament fabrics |
| Projectile Loom | Medium | High | High | Moderate | Industrial fabrics |
Conclusion
At first glance, weaving feels almost too simple.
Two sets of yarn. One going lengthwise, one crosswise. Interlace them—and you get fabric.
But once you look a bit closer, it’s clear… it’s not just “crossing yarns.”
It’s a highly controlled system.
Warp yarns sit under constant tension, holding everything steady.
Weft yarns move in step by step, building the structure.
Selvedges quietly lock the edges.
And behind all that, the loom keeps everything synchronized—shedding, picking, beating-up—repeating thousands of times every minute.
Miss timing slightly?
You get defects.
Change tension slightly?
You shift fabric behavior.
Even a small line of construction data—yarn count, EPI, PPI, width—can completely change how the fabric feels, performs, and costs.
Then comes the machine side.
From hand looms to high-speed air-jet looms, the mechanism evolves—but the core principle stays the same.
Only the precision, speed, and control improve.
So yeah, weaving starts with a simple idea.
But in practice, it becomes a balance of:
- Yarn properties
- Tension control
- Mechanical timing
- Machine capability
All working together in a continuous cycle.
And that’s what makes woven fabric what it is—
strong, stable, and reliable… built one interlacing at a time.




