
Time study is an essential industrial engineering tool used in garment manufacturing to measure how long a specific task takes under normal working conditions. It helps establish accurate and realistic standard times (SMV) for each operation, which are critical for production planning, costing, and performance evaluation. By carefully observing operators, recording cycle times, and analyzing the data, time study ensures that production targets are fair, achievable, and efficient.
The process involves collecting cycle time data, removing abnormal values, evaluating operator performance, and adding allowances for fatigue and delays. The final output—standard time—serves as a benchmark for productivity and quality control across the production line.
Key Points to Remember
- Time study measures the actual time required to perform an operation
- Helps establish standard time (SMV) for planning and costing
- Involves data collection, analysis, and performance rating
- Improves production efficiency and line balancing
- Supports labor cost control and incentive systems
- Ensures realistic targets and better workflow management
Key Steps in a Time Study
1. Record Cycle Times
The first step in a time study is to observe and record how long an operator takes to complete one full cycle of a specific operation. This is usually done using a stopwatch or a digital timing device.
To ensure reliability, multiple observations are taken rather than relying on a single reading. This helps capture variations in performance and provides a more accurate average.
Key points:
- Measure full operation cycle time
- Use stopwatch or digital tools
- Take multiple readings for consistency
2. Rate Performance
Once the cycle time is recorded, the operator’s performance is evaluated. Not all operators work at the same speed, so a performance rating is assigned to adjust the observed time to a “normal” working pace.
This rating reflects whether the operator is working faster, slower, or exactly at standard speed.
Key points:
- Compare operator speed with standard performance
- Assign a performance rating factor
- Adjust timing to represent normal working conditions
3. Analyze Data
At this stage, all recorded data is reviewed and cleaned to ensure accuracy. Abnormal readings—such as interruptions, mistakes, or delays—are removed to avoid distortion of results.
After removing irregular values, the remaining observations are averaged to determine the observed time at the defined performance level.
Key points:
- Remove abnormal or inconsistent values
- Calculate average cycle time
- Ensure data reflects true working conditions
4. Calculate Standard Time (SMV)
The final step is to convert the observed time into standard time (also known as SMV – Standard Minute Value). This is done by applying performance rating and adding allowances.
Allowances account for unavoidable factors such as personal needs, fatigue, and delays during work.
Process includes:
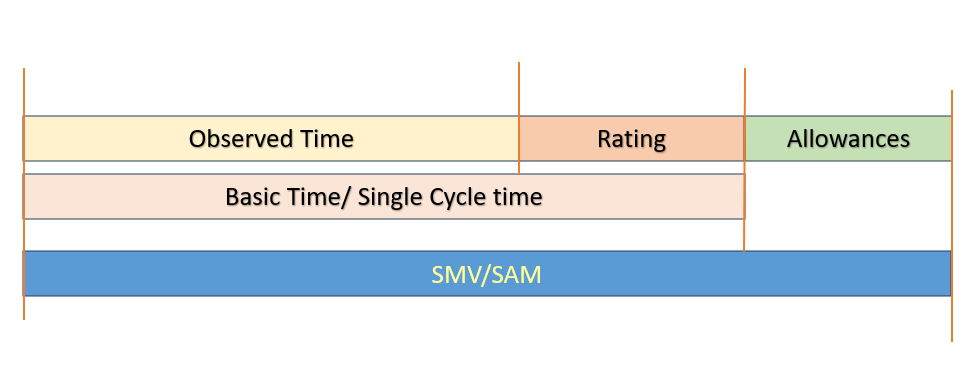
- Observed Time = Average cycle time
- Apply performance rating → Normal Time
- Add allowances → Standard Time (SMV)
Objectives of Time Study
Time study is a key tool in industrial engineering that helps improve productivity, efficiency, and cost control in garment manufacturing. By carefully measuring and analyzing how long each operation takes, factories can create realistic benchmarks and ensure smoother production flow. It is not just about measuring time—it is about understanding work processes and optimizing them for better results.
Set Time Standards
One of the primary objectives of a time study is to establish accurate and reliable time standards for every operation. These standards become the foundation for planning and performance evaluation.
Key points:
- Defines standard time (SMV) for each task
- Ensures consistency across operations
- Provides a benchmark for efficiency measurement
Plan and Schedule Work
Time study helps in developing practical and achievable production plans. With accurate time data, factories can schedule work more effectively and avoid delays.
Key points:
- Creates realistic production schedules
- Balances workload across different operations
- Improves coordination between departments
Control Labor Costs
By knowing the standard time required for each task, factories can calculate labor costs more accurately. This helps in budgeting and monitoring production expenses.
Key points:
- Defines standard labor cost per operation
- Supports cost control and variance analysis
- Helps reduce unnecessary labor expenses
Estimate Product Costs
Time study plays an important role in costing before production begins. It allows manufacturers to estimate the total manufacturing cost of a garment more precisely.
Key points:
- Helps in pre-production cost calculation
- Supports pricing and profit planning
- Improves decision-making in order negotiation
Understanding Standard Time
Standard Time is the amount of time a qualified worker should take to complete a task working at a sustainable performance rate using:
- the given method
- proper tools and equipment
- correct raw materials
- approved workplace setup
How Standard Time is Calculated
The standard minute value (SMV) represents the total time required to complete a task at standard performance, including allowances.
Measure Cycle Time
Record individual cycle times using a precision stopwatch during actual operation
Calculate Observed Time
Find the average of all valid cycle times: Observed Time = Σ(Cycle Times) ÷ Number of Cycles
Determine Basic Time
Adjust for performance: Basic Time = Observed Time × Performance Rating Factor
Apply Allowances
Add contingencies: SMV = Basic Time + (Basic Time × Allowance Percentage)
SMV = Basic Time × (1 + Allowance Percentage)
The Time Study Process
The time study process is a systematic method used to measure how long a task takes and to establish accurate standard times. It involves careful observation, data recording, and analysis to ensure that the recorded time truly reflects normal working conditions. By following a structured approach, factories can improve productivity, reduce inefficiencies, and set realistic performance standards.
1. Data Collection
The process starts with observing an operator performing a specific operation. Each cycle time is recorded sequentially using a stopwatch or digital timing device. Multiple observations are taken to capture natural variation and ensure reliability of the data.
Key points:
- Observe the operator under normal working conditions
- Record each cycle time continuously
- Take sufficient number of observations for accuracy
2. Data Analysis
Once the cycle times are collected, the next step is to analyze the data. All recorded times are reviewed to calculate the average observed time, which represents typical performance.
Basic approach:
- Add all recorded cycle times
- Divide by the number of observations
- Obtain the average observed time
3. Identify Outliers
During analysis, some cycle times may appear unusually high or low due to interruptions, errors, or abnormal conditions. These are called outliers and should not be considered in the final calculation.
Key points:
- Identify abnormal or inconsistent values
- Remove times that do not represent normal work conditions
- Ensure only valid data is used for calculation
4. Sum Valid Times
After removing outliers, the remaining cycle times are considered valid. These times are added together to create a refined dataset that accurately reflects standard performance.
5. Calculate Average Time
Finally, the average observed time is calculated using only the valid cycle times. This average serves as the base for further calculations, such as applying performance ratings and allowances to determine standard time (SMV).
Formula (simple understanding):
Average Time = Total valid cycle time ÷ Number of valid observations
Example Calculation-Observed Time
Let's calculate observed time from recorded data for an operation:
Observation | Cycle Time (minutes) |
1 | 0.84 |
2 | 0.87 |
3 | 1.06 |
4 | 0.83 |
5 | 0.89 |
6 | 0.87 |
7 | 0.88 |



