
When we calculate SMV, we don’t just take the basic operation time and call it done. That would look neat on paper… but it wouldn’t work in real production.
So, allowances get added.
The idea is simple:
SMV = Basic Time + (Basic Time × Allowance %)
SMV = Basic Time × (1 + Allowance %)
That extra bit? It’s what makes the time actually usable on the floor.
Reasons to Add Allowances
Productive vs Non‑Productive Time
During time study, engineers usually capture only productive work.
The ideal cycle. The clean version.
But operators aren’t machines.
They need:
- short pauses
- a bit of breathing space
- time to recover between cycles
Without adding allowances, the standard becomes too tight. And then issues start showing up:
- Operators get tired faster
- Morale drops
- Quality slips
- People leave
So yeah… that “extra time” isn’t really extra. It’s necessary.
Human Limitations (Real, Not Theoretical)
No one can maintain the exact same pace for 8 hours straight.
Not happening.
Over time, things slow down—even slightly:
- Muscles get tired
- Eyes strain
- Focus drops
- Repetitive movements start to wear people out
This is normal. Expected, actually.
Allowances make sure the SMV reflects this reality instead of ignoring it.
Because if the standard demands nonstop peak speed… it’s not sustainable. And definitely not safe.
Personal Needs
Another thing—people are not just operators. They have basic needs during the day.
- Drinking water
- Using the washroom
- Adjusting PPE
- Quick hygiene breaks
These don’t take long, but they happen. Every day.
If they’re not included in SMV, the standard becomes unfair. Simple as that.
Machine & Process Interruptions
Not all delays are caused by the operator.
Some things just happen during production:
- Needle breaks
- Thread snapping and rethreading
- Small machine adjustments
- Cleaning lint buildup
- Temporary stoppages
These are part of the process. You can reduce them, but you can’t eliminate them completely.
Allowances cover this gap—so the operator isn’t blamed for something outside their control.
Practical View
Without allowances, SMV looks perfect… but fails in reality.
With allowances:
- Targets become achievable
- Operators don’t burn out
- Quality stays more stable
- Planning makes more sense
It’s not about slowing production—it’s about making it realistic.
Because in the end, a slightly higher but accurate SMV is always better than an “ideal” one that nobody can actually follow on the line.
Types of Allowances
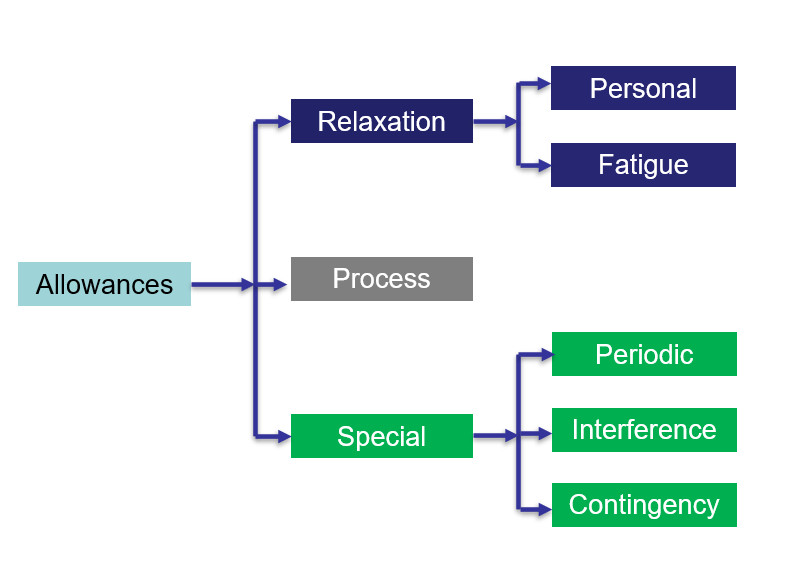
| Main Category | Sub‑Category | Purpose / Description | Typical % of Basic Time |
|---|---|---|---|
| 1. Relaxation Allowances | Personal Needs Allowance | Time for essential personal requirements such as drinking water, washroom use, minor hygiene needs. | ≈ 5% |
| Fatigue Allowance | Compensates for physical and mental fatigue due to working conditions (posture, lighting, temperature, repetitive motions). | ≈ 4% (varies by job conditions) | |
| 2. Process Allowance | Process Delay Allowance | Covers enforced idleness due to process characteristics, e.g., machine cycle wait, unbalanced line delays, speed variations. Ensures fairness. | ≈ 5% |
| 3. Special Allowances | Periodic Activity Allowance | For tasks done at fixed intervals (cleaning machines, changing bobbins, resetting machine settings). | Task‑specific (varies) |
| Interference Allowance | Given when one operator tends multiple machines; compensates for unavoidable machine overlap or simultaneous stoppage. | Depends on machine/operator ratio | |
| Contingency Allowance | Covers small, random, unavoidable delays like tool breakage, quick power flickers, minor adjustments, small material handling issues. | ≈ 1–3% |
Common Allowance Percentages in Apparel Industry
Manufacturing processes often use standardized allowance percentages:
General Allowances
| Allowance Type | % of Basic Time |
|---|---|
| Personal & Fatigue | 9% |
| Machine Allowance | 5% |
| Contingency Allowance | 3% |
Operation-Specific Allowance Examples
| Operation Type | Typical Allowance |
|---|---|
| Single Needle Chain Stitch | 5% |
| Button Sew | 5% |
| Lockstitch (S/N) | 5% |
| Buttonhole Lockstitch | 5% |
| Multi-Needle Chain Stitch | 6% |
| Overlock | 6% |
| Bar Tack | 6% |
These vary by factory benchmark, machine behavior and process complexity.
Allowance Chart (Based on ILO Work Study)
| Allowance Type | Purpose | Typical Percentage |
|---|---|---|
| Personal Needs Allowance | Drinking water, restroom, washing | 3% – 5% |
| Fatigue Allowance (Light Work) | Minor physical effort | 4% |
| Fatigue Allowance (Moderate Work) | Continuous standing or repetitive work | 6% – 8% |
| Fatigue Allowance (Heavy Work) | Heavy lifting or hard labor | 10% – 20% |
| Contingency Allowance | Minor interruptions or adjustments | 2% – 5% |
| Process Allowance | Waiting for machine cycles | Varies by process |
| Special Allowance | Setup, cleaning, training | Case dependent |
Relaxation Allowance
This one’s about people, not machines.
No one works at the same pace all day. That’s just reality. So relaxation allowance is added to help workers recover—physically and mentally.
And it usually comes in two parts.
Personal Needs Allowance
Pretty straightforward.
Time is given for basic things like:
- Drinking water
- Washing hands
- Using the restroom
These are not delays. They’re normal human needs.
Typical range: 3% – 5%
Not huge, but necessary.
Fatigue Allowance
This depends more on the job itself.
Some operations are easy. Others… not so much.
Fatigue builds up from:
- Heavy or repetitive work
- Standing for long hours
- Awkward working positions
- Heat and uncomfortable environments
So extra time is added to balance that load.
Typical range:
4% – 10% (or even higher)
Depending on how tough the job is.
If the job is physically demanding, this number goes up. Simple logic.
Contingency Allowance
This one covers the small things. The random stuff that keeps popping up.
You can’t measure them accurately—but they happen anyway.
Examples:
- Minor machine tweaks
- Quick tool adjustments
- Short instructions from supervisors
- Small interruptions here and there
Individually, they don’t look like much. But over time, they add up.
Typical range: 2% – 5%
Think of it as a buffer.
Process Allowance
Now this one is more machine-related.
Sometimes the operator isn’t working… but still has to wait.
- Machine runs automatically
- Heating or cooling cycles
- Chemical processes taking time
The operator is tied to the process—but not actively working every second.
Allowance fills this gap.
There’s no fixed percentage here.
It depends on:
- Machine cycle time
- Level of operator involvement
So it varies a lot from one setup to another.
Special Allowance
This is more case-by-case. Not something you apply everywhere.
Used when specific situations come up:
- Machine setup
- Cleaning or maintenance work
- Tool sharpening
- Training new operators
These aren’t part of normal repetitive production—but they still consume time.
So they’re treated separately.
No standard percentage.
It depends on the job and the company policy.
Step-by-Step Standard Time Calculation (ILO)
This part sounds technical… but once you walk through it slowly, it actually makes sense.
It’s just about moving from “what we observed” to “what we should plan.”
1. Time Study and Performance Rating
The first step is to conduct a time study to measure the time required to perform a task.
Multiple work cycles are observed and the average observed time is calculated. A performance rating is then applied to adjust the worker’s pace to a standard level.
Basic Time Formula
Basic Time (BT) = Observed Time × Performance Rating
Example:
Observed Time = 13.7 minutes
Performance Rating = 110% (1.10)
Basic Time:
BT = 13.7 × 1.10 = 15.07 minutes
This represents the time required by a worker performing at standard performance.
2. Add Constant Allowances
Certain allowances are applied to all jobs regardless of working conditions.
Personal Needs Allowance (PN) Time provided for essential personal needs such as:
Drinking water
Hand washing
Restroom breaks
Typical value:
PN = 5%
Basic Fatigue Allowance (BF)
This compensates for general physical and mental fatigue.
Typical value: BF = 4–5%
Many organizations use: BF = 4% (default value)
3. Assess Variable Fatigue Allowances
Additional fatigue allowances are added depending on working conditions. These vary based on environmental and ergonomic factors.
Factors considered include:
-
Temperature
-
Noise level
-
Lighting conditions
-
Working posture
-
Physical effort
-
Repetitive motion
-
Mental workload
Example guideline values:
| Condition | Typical Allowance |
|---|---|
| Heat (>25°C) | +1% per 5°C increase |
| Heavy physical work | +4% |
| Awkward posture | +2% |
| High repetition tasks | +1–2% |
| High concentration tasks | +1–3% |
These percentages are added to the fatigue allowance depending on job conditions.
4. Account for Unavoidable Process Delays
Some delays are built into the process and cannot be avoided.
Examples include:
- Machine cycle waiting
- Automated processing time
- Scheduled changeovers
- Material handling interruptions
These are covered by a process allowance.
Typical value:
Process Allowance ≈ 5%
The exact percentage depends on the production system and workflow characteristics.
5. Standard Time Calculation
After determining all allowances, the Standard Time (ST) is calculated.
Standard Time Formula ST = BT × (1 + PN + BF + Variable Fatigue + Process Allowance)
Where:
BT = Basic Time
PN = Personal Needs Allowance
BF = Basic Fatigue Allowance
Example Calculation
Suppose: Basic Time (BT) = 15 minutes
Allowances:
| Allowance Type | Percentage |
|---|---|
| Personal Needs | 5% |
| Basic Fatigue | 4% |
| Variable Fatigue | 3% |
| Process Allowance | 5% |
Total Allowance:
5 + 4 + 3 + 5 = 17%
Standard Time:
ST = 15 × (1 + 0.17)
ST = 15 × 1.17
ST = 17.55 minutes
Therefore, the standard time for the task is 17.55 minutes.
Summary Allowance Chart (ILO-Aligned)
| Allowance Category | Typical Percentage |
|---|---|
| Personal Needs (PN) | 5% |
| Basic Fatigue (BF) | 4–5% |
| Variable Fatigue | 1–10% depending on conditions |
| Process Allowance | ~5% |
| Total Typical Allowance | 12–20% |
Conclusion
At first glance, SMV calculation looks like a clean formula—basic time plus a percentage. Simple enough.
But once you step into real production, it’s clear… that’s only part of the story.
Those allowances—personal needs, fatigue, process delays, small interruptions—they’re not extras. They’re what make the number real. Without them, SMV becomes too tight, too ideal and honestly… unusable on the shop floor.
People slow down. Machines stop. Small things happen. Every single day.
Allowances absorb all of that.
They make sure:
- Operators can work without burnout
- Targets stay achievable
- Quality doesn’t suffer under pressure
- Planning actually holds up during production
So in the end, SMV with proper allowances isn’t about adding time—it’s about adding accuracy.
A slightly higher SMV that reflects reality will always perform better than a perfect-looking number that ignores it.
Because on the floor… reality always wins.



