In textile manufacturing—whether it’s spinning, weaving, dyeing or garment production—speed and precision are everything. Materials, trims, machines and operators all work in sync and even small inefficiencies can snowball into delays, defects or extra costs. That’s why 5S isn’t just theory—it’s a practical system that keeps the factory floor organized, efficient and stress‑free.
Sort (Seiri): Clear Out the Clutter
Textile factories accumulate “stuff” faster than you’d expect: leftover fabrics, rejected garments, broken tools, outdated trims and labels. These items don’t just take up space—they slow down operators.
What happens if you don’t sort:
Workers waste time digging through piles.
Cutting tables get cluttered.
Wrong trims or fabrics end up in production.

How to fix it:
Separate usable vs. unusable materials.
Remove leftovers from old styles.
Keep only current order materials near the line.
👉 Example: In a sewing line, mixing old styles with new ones can cause shade mismatches or wrong trims. Sorting prevents that.
Set in Order (Seiton): Organize for Flow
Once the clutter is gone, the next step is arranging everything logically. Think of it this way: If a new operator joins today, can they find what they need without asking?
Practical setups:
Fabric rolls arranged by order and color code.
Cutting tools placed in fixed positions.
Attachments stored on shadow boards.
Bundles arranged in sequence.
👉 In sewing lines, input bundles stay on one side, finished pieces move systematically forward and work‑in‑progress is always visible. The result? Less wasted motion, faster handling and reduced fatigue.

Shine (Seiso): Clean to Spot Problems Early
Dust, lint, oil stains and thread waste are part of textile life. But ignoring them leads to bigger issues—machine breakdowns, fabric stains and rejected garments.
Shine isn’t just cleaning—it’s inspection while cleaning.
Daily machine cleaning.
Removing thread waste from floors.
Wiping cutting tables before new lays.
Regular maintenance checks.
👉 Example: A small oil leak can ruin dozens of garments if unnoticed. Cleaning helps catch it before damage spreads.

Standardize (Seiketsu): Make It Routine
The biggest challenge in textile factories? Inconsistency. One line follows one system, another does something different. Standardization fixes that.
Tools for consistency:
Fixed layouts for sewing lines.
Color coding for sizes/orders.
Standard bundle sizes.
Visual SOPs for machine setup.
👉 Example: Without standardization, supervisors waste time rearranging lines instead of improving them. With it, training is faster and supervision is easier.

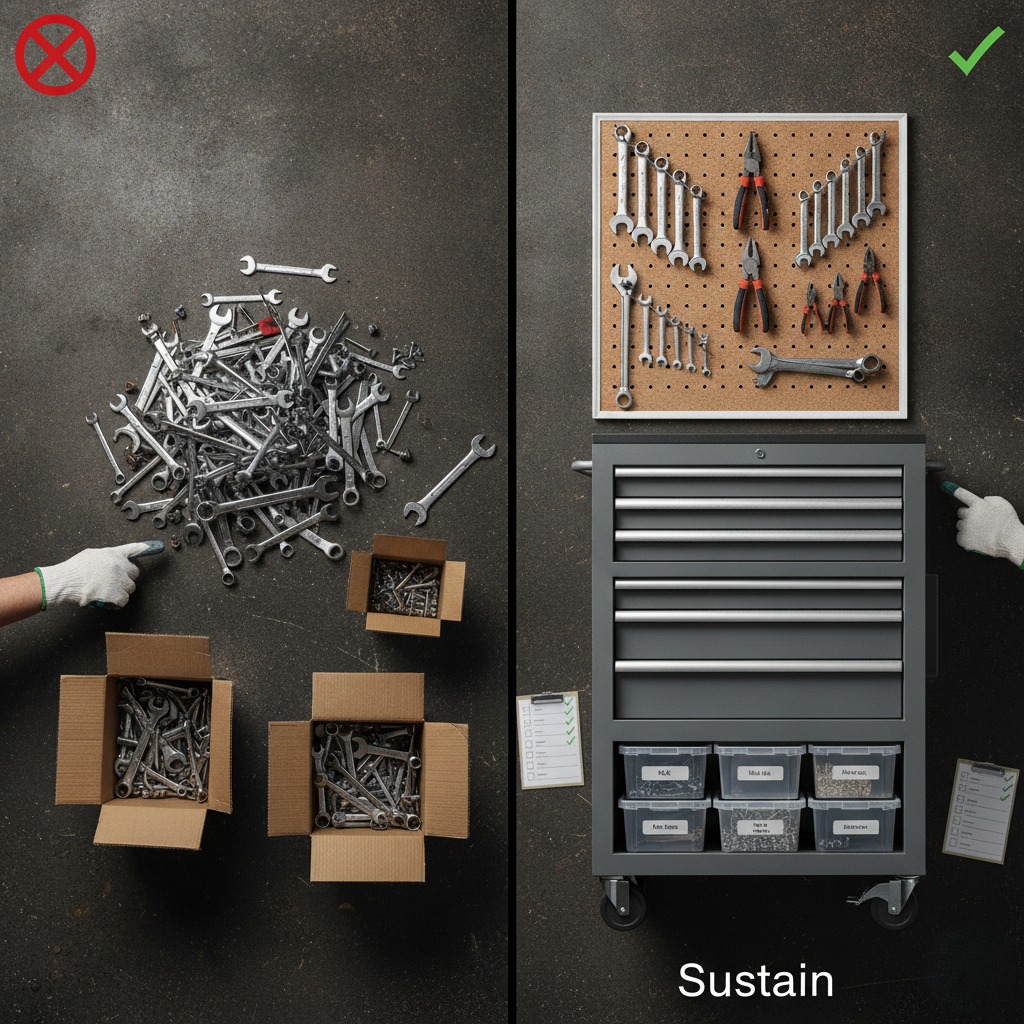
Sustain (Shitsuke): Keep It Alive
This is where most factories struggle. At first, 5S looks perfect—clean lines organized tools, clear layouts. But after a few weeks, old habits creep back.
How to sustain:
Daily 5S checks by supervisors.
Weekly audits with scoring.
Involve operators, not just management.
Recognize best‑performing lines.
👉 The key mindset: Operators should feel 5S makes their work easier, not harder.
🎯 Why 5S Matters in Textile Production
Productivity: Less time wasted searching tools or trims.
Quality: Cleaner areas reduce defects and mix‑ups.
Safety: Clear floors prevent slips and injuries.
Efficiency: Smooth material flow improves line output.
Cost Control: Less waste, fewer reworks, better space use.
💡 Real‑Life Example: Sewing Line Transformation
Let’s take a typical sewing line in a garment factory producing basic knit t‑shirts. At first glance, nothing looks “wrong,” but inefficiencies quietly eat away at productivity. This is where 5S makes the difference between a struggling line and a smooth‑running one.
Before 5S – What the Line Really Looks Like
Workstation Condition
Tools (scissors, gauge, thread cutter) placed randomly.
Some tools missing, operators borrow from others.
Tables cluttered with thread waste, fabric scraps and unused trims.
Material Handling Issues
Bundles stacked unevenly near machines.
Sizes (S, M, L) mixed together.
Old order pieces lying under tables or racks.
Operator Behavior
Frequent stops to search for tools.
Walking to other stations to borrow items.
Work rhythm: stop → search → continue.
Machine & Cleanliness
Lint around needle areas.
Oil stains occasionally marking fabric.
Overflowing waste bins.
Flow Problems
No clear path for bundles.
WIP piles up between operations.
Bottlenecks hidden in the clutter.
Actual Impact (Observed on Floor):
| Issue | Real Effect |
|---|---|
| Searching for tools | 3–5 minutes lost per hour per operator |
| Mixed bundles | Size/shade mistakes → rework |
| Dirty machines | Oil stains → rejection |
| Poor flow | Line imbalance, low efficiency |
| Clutter | Operator stress & fatigue |
👉 Line efficiency drops, but it feels like “normal factory problems.”
After Implementing 5S – Step‑by‑Step Transformation
Step 1: Sort – Clearing the Line
Actions Taken:
Removed old order garments from under tables.
Cleared broken tools, extra trims, unused attachments.
Separated usable vs. non‑usable materials.
Result:
More free space.
No confusion between old and current orders.
Step 2: Set in Order – Structuring the Line
Actions Taken:
Fixed tool positions (scissor hook, tool tray).
Shadow boards for common tools.
Bundles arranged in sequence (input → process → output).
Clear labeling for sizes and orders.
Result:
No searching—tools are instinctively reachable.
Supervisors instantly spot missing items.
Step 3: Shine – Cleaning with Responsibility
Actions Taken:
Daily 5‑minute cleaning before shifts.
Operators assigned machine cleaning responsibility.
Lint removal and oil checks included.
Result:
Machines run smoother.
Fewer fabric defects.
Visibly cleaner workstations.
Step 4: Standardize – Making It Consistent
Actions Taken:
Fixed line layout across similar styles.
Floor markings for bundle placement.
Visual SOPs at each workstation.
Cleaning checklist displayed.
Result:
Operators follow the same method.
New workers adapt quickly.
Less reliance on verbal instructions.
Step 5: Sustain – Making It Stick
Actions Taken:
Weekly 5S audits with scoring.
Best line recognition introduced.
Daily supervisor walk‑throughs.
Result:
Operators maintain cleanliness themselves.
Peer pressure keeps standards alive.
Continuous improvement becomes the norm.
After 5S – What the Line Feels Like
Workstation Condition
Clean tables, minimal items.
Tools fixed in easy‑to‑reach spots.
Material Flow
Bundles move smoothly, no mixing of sizes/styles.
WIP controlled and visible.
Operator Behavior
Steady rhythm, no unnecessary movement.
Less frustration, more focus.
Machine Condition
Clean, well‑maintained machines.
No oil stains.
Fewer breakdowns.
Measurable Improvements
| Parameter | Before 5S | After 5S |
|---|---|---|
| Line Efficiency | 45–55% | 60–70%+ |
| Searching Time | High | Almost zero |
| Defect Rate | Frequent | Reduced |
| WIP Level | Uncontrolled | Organized |
| Operator Movement | Excessive | Optimized |
Key Observation (Industrial Engineering Perspective)
Most inefficiencies don’t come from operator skill—they come from poor workplace organization.
After 5S:
Motion study improves automatically.
Line balancing becomes easier.
SAM adherence strengthens.
Capacity planning becomes more accurate.
✅ Final Thought
In textile production, where every second and every piece matters, 5S isn’t just “cleaning.” It’s the foundation for productivity and quality. The real success comes when:
Operators follow it naturally.
Supervisors maintain it without pressure.
The workplace stays organized on its own.
At that point, 5S isn’t a system anymore—it’s part of the culture.