Raw materials used in spunlace production
At the core, it all comes down to staple fibers. These can be natural, synthetic, or a mix of both. And honestly, that choice matters a lot—it directly impacts how the fabric behaves, feels, and performs.
Most manufacturers don’t stick to a single fiber. Blending is common. It’s how they balance softness, strength, absorbency… and of course, cost.
Natural fibers
- Cotton – soft, breathable, and very absorbent
- Viscose (Rayon) – smooth, drapey, handles liquid well
- Bamboo – known for its antibacterial properties and eco-friendly appeal
Synthetic fibers
- Polyester (PET) – adds strength and helps maintain shape
- Polypropylene (PP) – improves durability and resistance to chemicals
A few details that matter more than they seem:
- Fibers are always in staple form
- Blending is almost standard practice
- Fiber quality influences everything—uniformity, strength, even how the fabric feels in hand
Small differences here can change the entire outcome.
Spunlace Manufacturing Process
It’s a continuous process. Step by step, loose fibers get turned into a bonded fabric—without glue, without heat. Just mechanical energy from water.
Simple in concept. Not so simple in execution.
- Multi-stage and continuous
- Uses the kinetic energy of high‑pressure water jets
- No binders, no adhesives
- Produces clean, uniform, low‑lint fabrics
- Final structure feels close to woven or knitted textiles
Fiber Preparation and Opening
The process begins with fiber opening and preparation. Fibers are fed into bale openers and blending systems where they are loosened, cleaned and evenly mixed to ensure consistent quality throughout the web.
- Fibers opened to eliminate clumps
- Blending ensures uniform fiber distribution
- Removal of contaminants improves fabric quality
- Proper preparation enhances softness and strength
Web Formation
Carding and Air‑Lay Techniques
After preparation, fibers are formed into a loose web using carding or air‑lay systems. The choice of web‑forming method depends on the desired fabric structure and application.
- Carding produces uniform webs with controlled fiber orientation
- Air‑lay forms bulkier and more isotropic web structures
- Web at this stage has very low strength
- Web weight and thickness adjusted based on end use
Pre‑Wetting of the Web
Web Stabilization Before Entanglement
Before hydroentanglement, the web is lightly pre‑wetted with water. This improves water jet efficiency and stabilizes the web during bonding.
- Reduces fiber displacement
- Improves water jet penetration
- Ensures uniform fiber entanglement
- Minimizes bonding defects
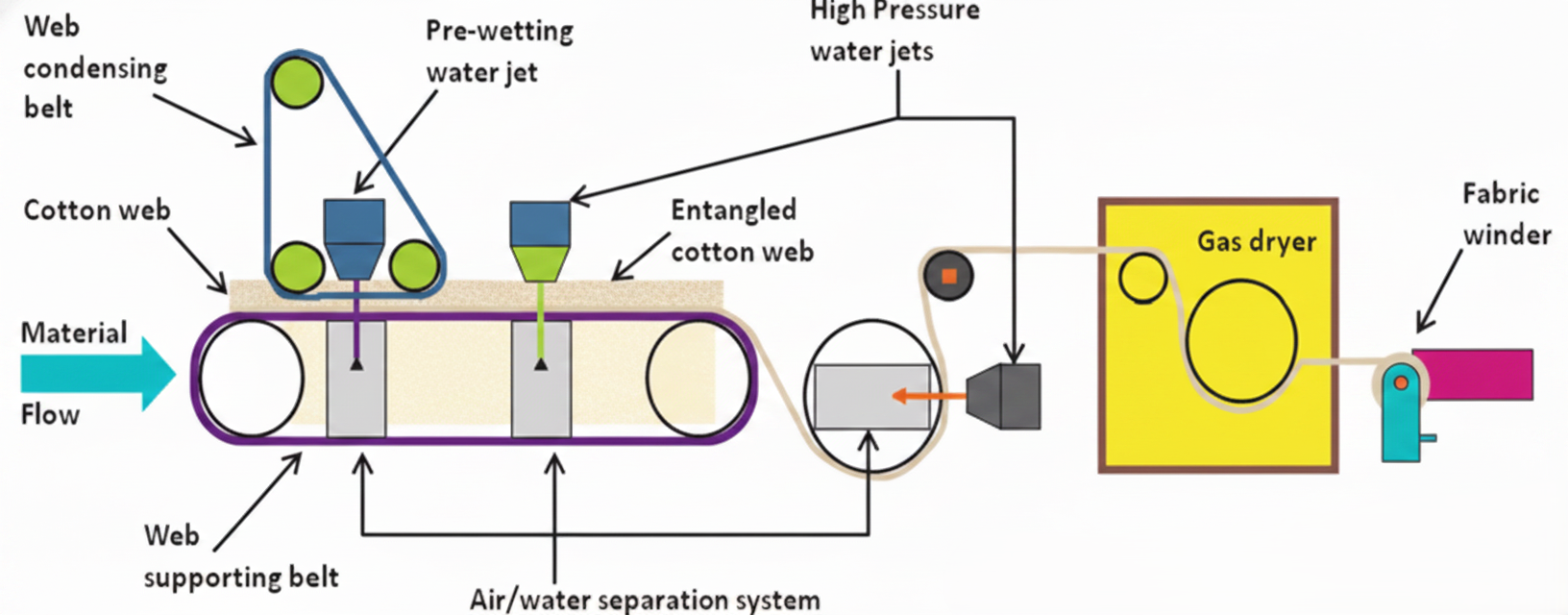
Hydroentanglement Process
High‑Pressure Water Jet Bonding
Hydroentanglement is the core bonding stage of spunlace production. The pre‑wetted web passes under multiple rows of fine, high‑pressure water jets.
- Water pressures may reach 200 bar or higher
- Fibers are twisted, wrapped and entangled
- Bonding achieved through mechanical interaction
- No damage to fiber integrity
- No chemical additives required
Support and Pattern Formation
Fabric Texture and Design Effects
During hydroentanglement, the web is supported on perforated drums or conveyor belts. The design of these supports directly affects fabric texture and appearance.
- Perforated supports create surface patterns
- Enables mesh, embossed or textile‑like designs
- Enhances aesthetics and functional properties
- Improves absorbency and bulk
Dewatering and Drying
Moisture Removal and Fabric Stabilization
After hydroentanglement, the fabric contains large amounts of water which must be removed carefully.
- Excess water removed using vacuum or squeezing systems
- Drying performed using through‑air dryers or heated drums
- Proper drying prevents shrinkage
- Ensures dimensional stability and softness
Fabric Winding and Finishing
Final Processing and Packaging
Once dried, the fabric is wound into rolls under controlled tension and prepared for final finishing and packaging.
- Controlled winding prevents deformation
- Optional finishing treatments include:
- Antibacterial finishes
- Lotion or cleanser impregnation
- Perforation
- Embossing
- Fabric slit or cut to customer specifications
Key Properties of Spunlace Nonwoven Fabrics
Spunlace nonwoven fabrics are valued for their premium comfort and textile‑like characteristics.
- Very soft and flexible
- High absorbency and liquid retention
- Good tensile strength
- Low lint generation
- Excellent breathability
- Ideal for skin‑contact applications
Applications of Spunlace Nonwoven Fabrics
Hygiene, Medical and Industrial Uses
Spunlace nonwovens are widely used in products requiring cleanliness, comfort and strength.
- Baby wipes and wet wipes
- Facial wipes and cosmetic pads
- Surgical swabs and wound dressings
- Medical gowns and drapes
- Industrial cleaning wipes
- Polishing and maintenance cloths
Sustainability and Environmental Considerations
Spunlace production supports sustainable manufacturing through material and process efficiency.
- Compatible with natural and biodegradable fibers
- No chemical binders used
- Water recycling systems reduce consumption
- Continuous improvements reduce energy usage
- Supports eco‑friendly and circular economy initiatives
Conclusion
Spunlace (hydroentangled) nonwoven production sits in a sweet spot. It combines performance with simplicity—no binders, no heat, just water doing the work.
The fabrics it produces feel better. Perform better. And in many cases, they’re cleaner and more sustainable too.
As demand keeps growing—especially in hygiene, medical, and personal care—spunlace isn’t going anywhere. If anything, it’s becoming more important.