Raw Materials Used in Meltblown Production
When it comes to meltblown, everything really starts with the raw material. Get that wrong, and no matter how good your machine setup is… the final fabric won’t hit the mark.
Most of the time, the go-to polymer is polypropylene (PP). There’s a reason for that—it just works well with this process.
Polypropylene (PP)
- By far the most widely used
- Needs a very high Melt Flow Index (MFI)
- Flows easily, stretches well under hot air
- Good chemical resistance
- Strong filtration performance
In simple terms, PP can be pushed, stretched, and thinned down into those ultra‑fine fibers without breaking too easily. That’s exactly what meltblown needs.
Other Polymers (Used, but less common)
You’ll see some alternatives—but usually for specific cases:
Polyester (PET)
→ when higher temperature resistance is needed
Polyurethane (PU)
→ for niche or specialty filtration
Biodegradable polymers
→ still developing, but gaining attention for sustainability
That said, they don’t replace PP in most applications. Not yet.
Meltblown Manufacturing Process
The meltblown process uses hot, high-velocity air to convert molten polymer directly into a self-bonded nonwoven web. The meltblown fibres are very fine and discontinuous, unlike the spunbond technology. This produces fabrics with a high surface area and higher filtration efficiency.
- Continuous and highly controlled production process
- Polymer converted directly into a bonded nonwoven web
- Fibers are formed and bonded in a single step
- No separate bonding process required
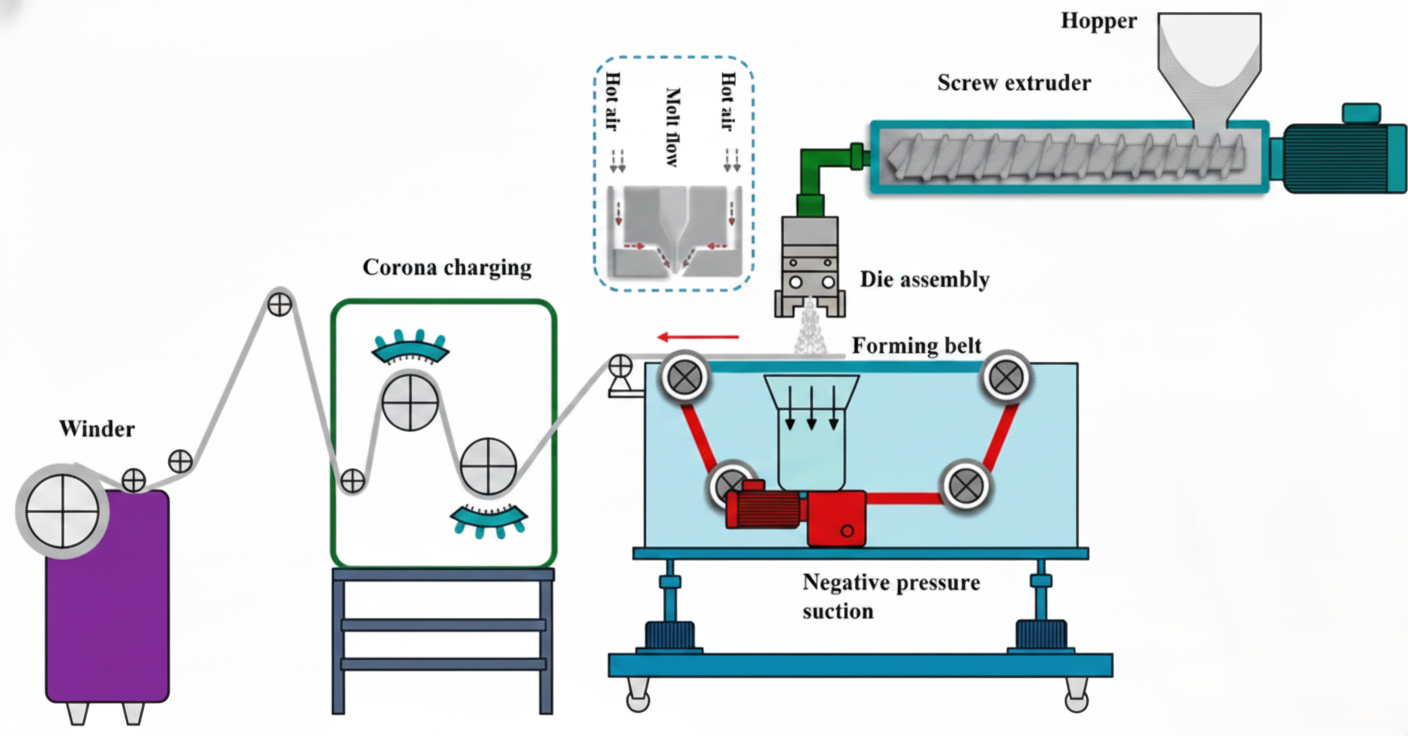
1. Polymer Extrusion-Melting and Polymer Feed
The process of production starts with feeding the polymer granules (usually polypropylene) into an extruder. The polymer is melted in the extruder at precisely controlled temperature conditions.
- Polymer heated to achieve stable melt flow
- Consistent temperature and pressure are critical
- Uniform melting prevents fiber breakage
- Ensures even fiber and web formation
2. Meltblown Fiber Formation: High‑Velocity Hot Air Attenuation
The molten polymer flows from the die through very fine orifices into the immediate environment of high-velocity, high-temperature air streams.
- Hot air stretches and attenuates the polymer melt
- Fibers rapidly reduced to ultra‑fine diameters
- Typical fiber size ranges from 1 to 5 microns
- Fibers significantly finer than spunbond filaments
2. Fiber Cooling and Self‑Bonding-Web Consolidation
The fibres are blown to the collector, cool fast and deposit randomly to form a web.
- Rapid cooling solidifies fibers
- Fibers self‑bond through thermal entanglement
- No adhesives or calender bonding required
- Produces high‑porosity, uniform web structure
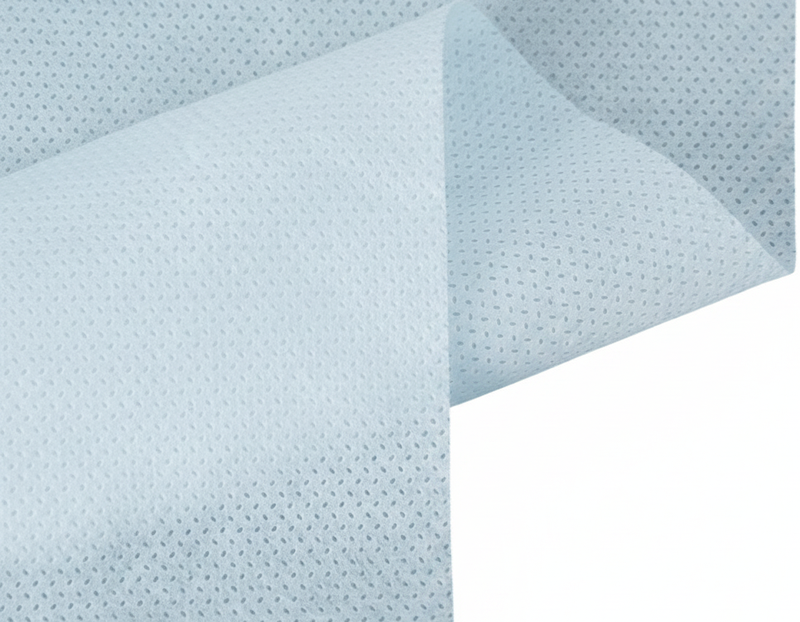
3. Web Collection-Fabric Formation
The randomly laid fibres are collected on a moving screen or rotating drum to form a continuous meltblown fabric.
Web properties controlled by:
- Air velocity
- Polymer throughput
- Die‑to‑collector distance
- Collector speed
Typical fabric weight range: 10–50 gsm, High control over porosity and filtration efficiency.
4. Fabric Winding and Slitting-Roll Preparation
After formation, the meltblown fabric is carefully wound into rolls under controlled tension.
- Low tension protects delicate fiber structure
- Rolls may be slit into narrower widths
- Fabric often laminated with spunbond layers
- Used to produce SMS and SMMS composites
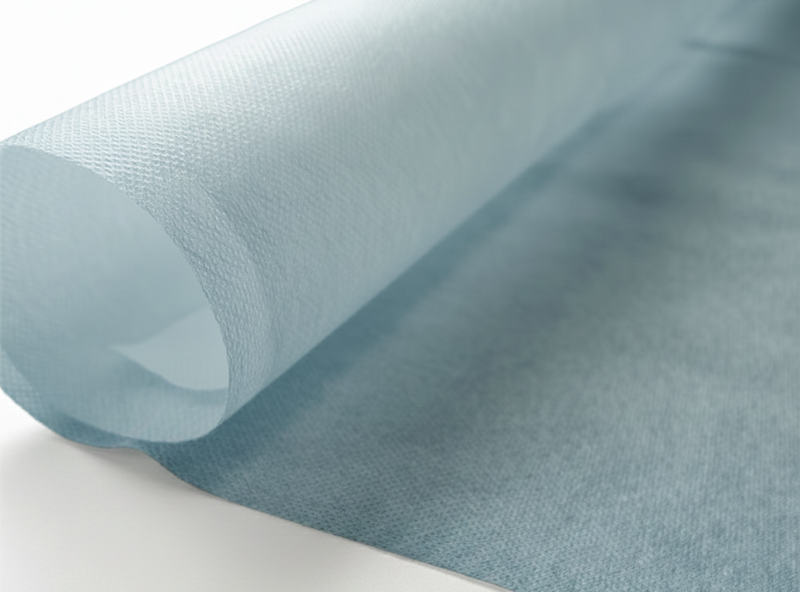
Key Properties of Meltblown Nonwoven Fabrics
Meltblown nonwovens don’t look like much at first glance. Thin. Almost fragile.
But performance-wise? They carry a lot.
What really makes them stand out is the structure.
Ultra‑fine fibers
We’re talking micro-level. Much finer than most other nonwovens.
Extremely high surface area
More surface = more space to trap particles
Strong filtration efficiency
This is the big one. Captures very fine particles effectively
High breathability
Air still passes through—important for masks and filters
Barrier against bacteria and aerosols
Not just filtering dust, but also helping block harmful particles
Lightweight… but critical in function
You barely feel it, yet it’s doing most of the work
So yeah, it may look simple—but it’s engineered for a purpose.
Applications of Meltblown Nonwoven Fabrics
You’ll find meltblown in places where protection, filtration, or hygiene really matter. Often hidden inside layers, doing its job quietly.
Medical & Healthcare
Probably the most recognized use.
- Surgical masks
- N95 and respirator masks
- Medical gowns and protective wear
- Infection control products
In many of these, meltblown is the core layer. Without it, performance drops fast.
Filtration Applications
Not just healthcare—industrial use is big too.
- Air and HVAC filters
- Liquid filtration systems
- Automotive and industrial filters
- Oil absorbent materials
Anywhere you need to separate particles from air or liquid… meltblown fits in.
Hygiene Products
Less visible, but widely used.
- Diapers (as barrier and distribution layers)
- Sanitary napkins
- Adult incontinence products
It helps manage fluid flow and adds a protective barrier. Not glamorous—but essential.
Composite Structures Using Meltblown Fabrics
On its own, meltblown is soft—but not very strong.
That’s why it’s often combined with spunbond layers.
Common setups:
- SMS (Spunbond–Meltblown–Spunbond)
- SMMS (extra meltblown layer for higher performance)
Each layer has a role:
- Spunbond → strength, durability, softness
- Meltblown → filtration and barrier
Together, they create a balanced material. Strong outside, functional inside.
You’ll see this structure a lot in medical and protective textiles.
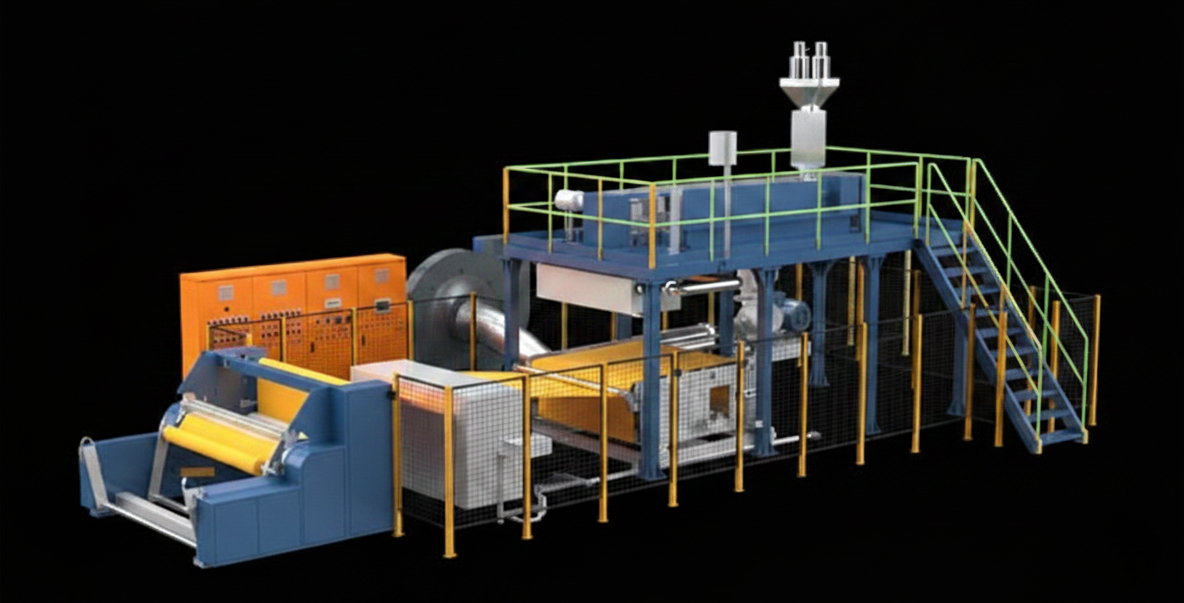
Production Efficiency and Process Control
Here’s the tricky part—meltblown isn’t easy to run.
The process needs tight control:
- Temperature
- Air pressure
- Polymer flow
Even small fluctuations can affect fiber formation.
Compared to spunbond:
- Output is lower
- But product value is higher
So it’s not about volume—it’s about performance.
Modern lines use automation to keep things stable, but still… operators need to stay alert. The process window is narrow.
Quality Control in Meltblown Production
Especially for filtration and medical use, QC isn’t optional—it’s strict.
Some key checks:
Basis weight & thickness
Air permeability
Filtration performance tests
- BFE (Bacterial Filtration Efficiency)
- PFE (Particle Filtration Efficiency)
BFE (Bacterial Filtration Efficiency)
PFE (Particle Filtration Efficiency)
Web uniformity
If the structure isn’t consistent, filtration won’t be either. And that’s a risk no one takes lightly.
Conclusion
Meltblown nonwoven fabric might not be the most visible material in textiles—but it’s one of the most important.
The process is precise. Sometimes unforgiving.
But the result? Hard to replace.
Ultra‑fine fibers. Strong filtration. Lightweight performance.
That combination makes meltblown essential in:
- Medical protection
- Advanced filtration
- Hygiene and safety products
And as demand keeps rising—especially for high-performance and protective textiles—it’s clear this technology isn’t going anywhere.
Quiet material. Big responsibility.