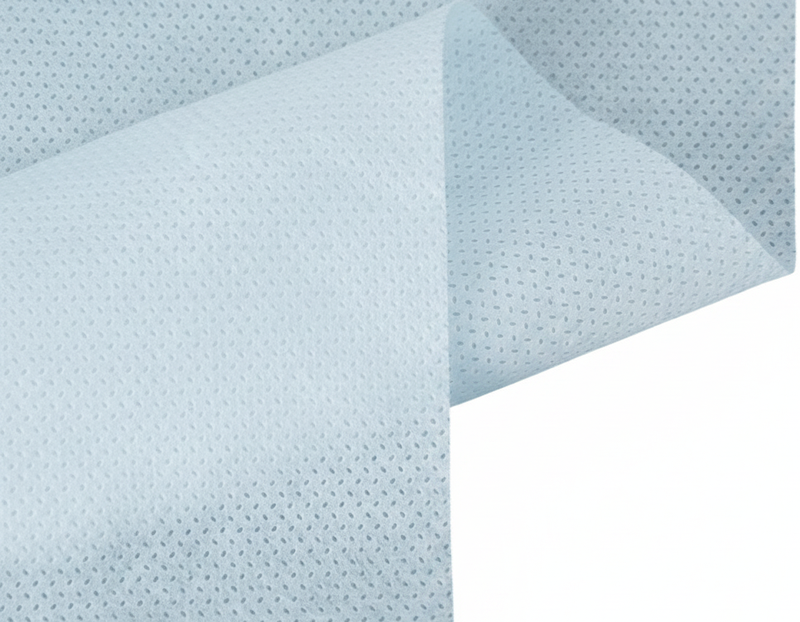
Spunbond nonwoven fabrics are produced by direct conversion of polymer granules to bonded fabric in a continuous production process. The spunbond technology does not include the yarn formation stage and is faster, cheaper and suitable for mass industrial production compared to conventional woven or knitted fabrics.
This method of manufacture enables high productivity, consistent quality and cost-effective manufacture, making spunbond nonwovens a core material in the hygiene, medical, agricultural and industrial sectors.
Raw Materials Used in Spunbond Production
Spunbond nonwoven fabrics are produced from thermoplastic polymers selected for their spinnability, strength and process stability.
Common Polymers
Polypropylene (PP)
- Most widely used polymer
- Lightweight and cost‑effective
- Excellent chemical resistance
- Superior spinnability and process efficiency
Most widely used polymer
Lightweight and cost‑effective
Excellent chemical resistance
Superior spinnability and process efficiency
Polyethylene (PE)
- Used in specialty and soft‑touch applications
Used in specialty and soft‑touch applications
Polyester (PET)
- Higher tensile strength
- Better heat resistance
Higher tensile strength
Better heat resistance
Polylactic Acid (PLA)
- Biodegradable and eco‑friendly option
- Used for sustainable nonwoven products
Biodegradable and eco‑friendly option
Used for sustainable nonwoven products
Among these materials, polypropylene spunbond fabric dominates the global market, particularly in hygiene, medical and disposable applications due to its balanced cost‑performance ratio.
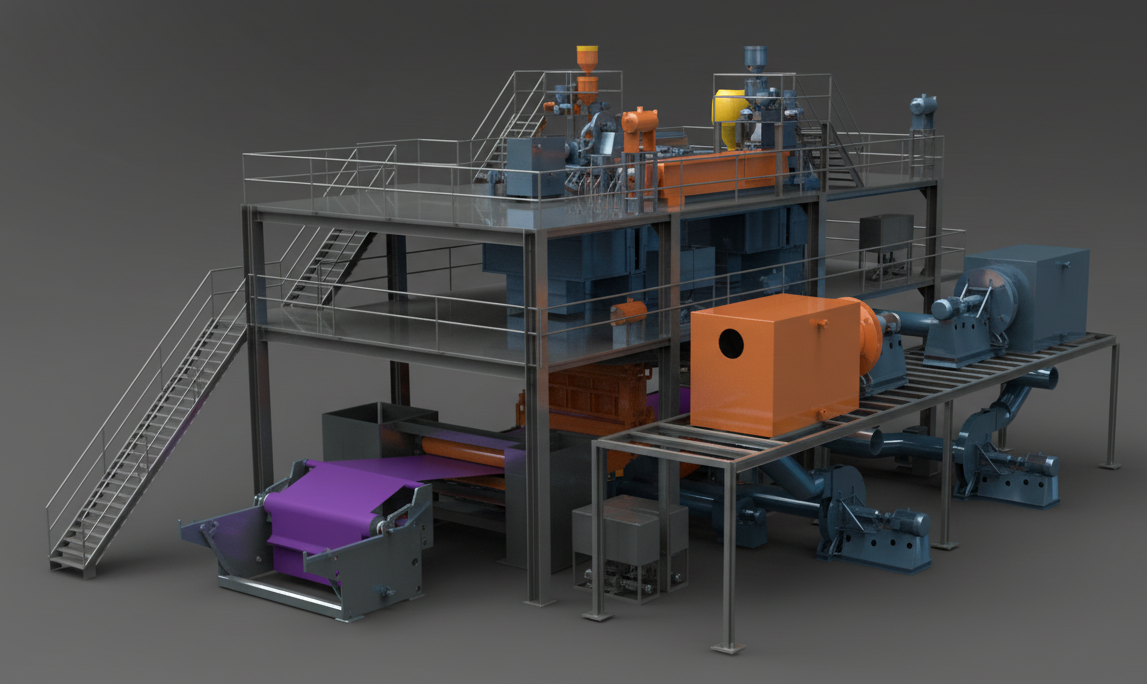
Spunbond Production Process
The spunbond production process is a continuous, fully automated system that integrates polymer extrusion, filament formation, web laying and bonding in a single production line.
- Polymer melt conversion into fabric without intermediate steps
- High production speed and consistent quality
- Suitable for mass production and wide fabric widths
The major manufacturing stages are outlined below.
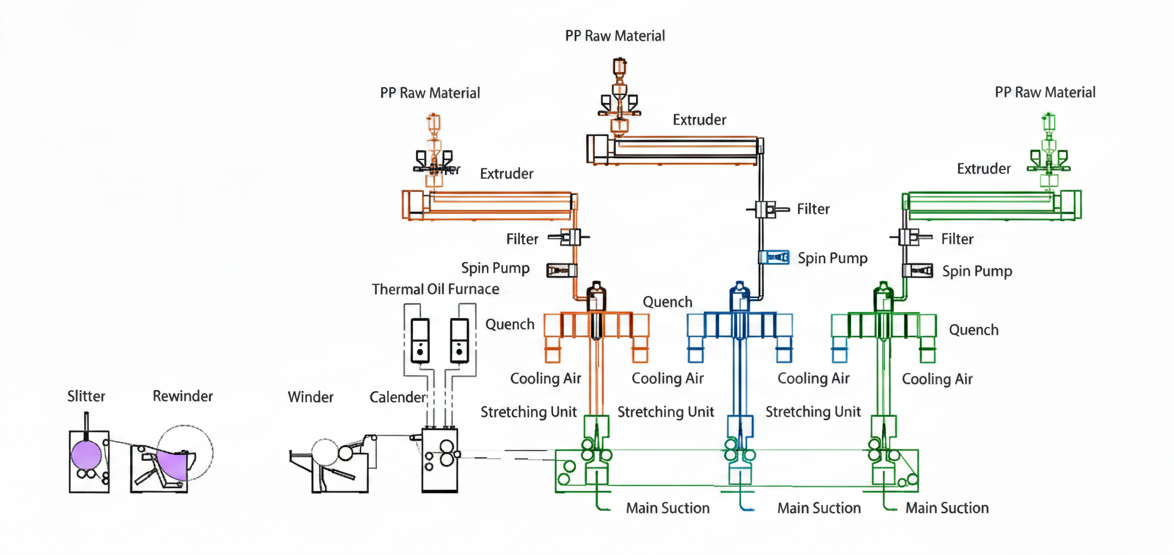
1. Polymer Extrusion
The process begins with polymer granules being fed into an extruder hopper.
- Polymer granules are melted at controlled temperatures, typically 220–280°C, depending on polymer type
- A screw extruder ensures thorough melting and homogenization
- Melt filtration systems remove impurities and contaminants
Proper extrusion is critical, as it directly influences filament uniformity, fabric strength and surface appearance.
2. Filament Spinning
Once melted, the polymer is pumped through a spinneret containing hundreds or thousands of micro‑holes.
- Continuous filaments are extruded vertically downward
- Filament diameter controlled by extrusion pressure and spinneret design
- Typical filament diameters range from 15 to 35 microns
This stage defines the basic fiber structure and mechanical performance of the spunbond fabric.
3. Filament Drawing and Cooling
After extrusion, the filaments are drawn and cooled to enhance strength.
- Filaments are air‑quenched using controlled cool air flow
- High‑velocity air stretches the filaments (pneumatic drawing)
- Molecular orientation increases tensile strength
Higher draw ratios produce finer and stronger filaments, which are preferred for hygiene and medical applications.
4. Web Formation (Web Laying)
The drawn filaments are deposited onto a moving conveyor belt to form a continuous web structure.
Key fabric characteristics determined at this stage include:
- Fabric uniformity
- Basis weight (GSM)
- Isotropic strength distribution
Advanced spunbond machines allow precise control over filament laydown, ensuring even surfaces and consistent fabric weight.
5. Web Bonding
To convert the loose web into a stable fabric, bonding is essential. In spunbond production, thermal bonding is the most common method.
To transform the loose web into a stable fabric, bonding is required. Thermal bonding is the most widely used method in spunbond production.
Thermal Bonding Process
- Web passes through heated calender rollers
- One roller is engraved with a specific bonding pattern
- Heat and pressure partially melt filament contact points
- Bonding area typically covers 10–30% of fabric surface
Bond Pattern Influences
- Fabric strength
- Softness
- Air permeability
- Visual appearance
6. Fabric Winding and Cutting
After bonding, the fabric undergoes finishing and roll formation.
- Fabric is cooled after bonding
- Edge trimming ensures uniform fabric width
- Fabric is wound into large rolls
- Rolls may be slit or cut according to customer requirements
Spunbond fabric is produced in a wide GSM range, typically from 8 gsm to over 200 gsm, depending on application needs.
Types of Spunbond Nonwoven Fabrics
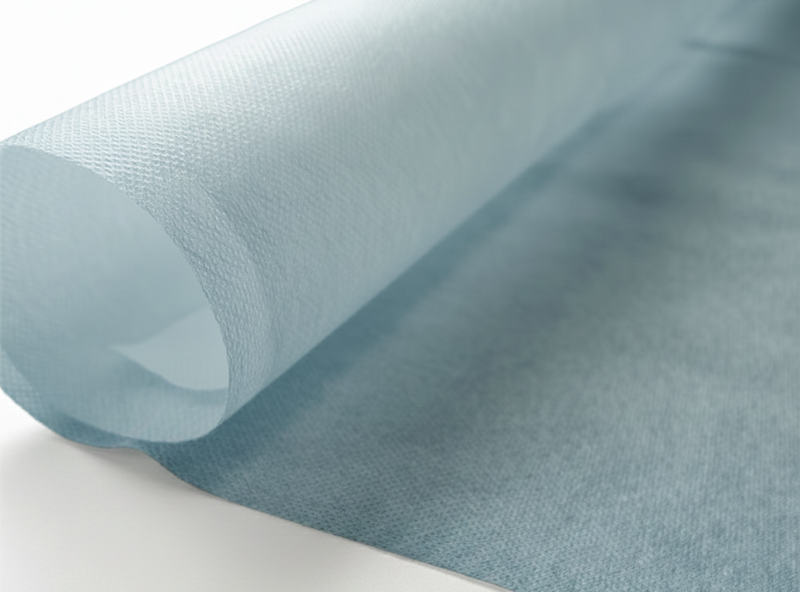
Single‑Layer Spunbond (S)
Single-layer spunbond fabric is the simplest form, consisting of one continuous layer of bonded filaments. It is lightweight, economical, and suitable for applications where basic strength and function are sufficient.
Key uses include:
- Packaging materials
- Agricultural covers
- Furniture linings
Key advantages:
- Cost-effective
- Lightweight and breathable
- Easy to produce in large quantities
Multi‑Layer Spunbond (SS, SSS)
Multi-layer spunbond fabrics are made by combining two or more spunbond layers. This enhances the overall strength, opacity, and softness of the material. The additional layers improve durability and provide better barrier performance compared to single-layer fabrics.
Key benefits include:
- Increased strength and durability
- Improved softness and uniformity
- Higher opacity for better coverage
- Enhanced barrier performance
SMS (Spunbond–Meltblown–Spunbond)
SMS fabrics combine the strength of spunbond layers with the fine filtration properties of meltblown layers. The meltblown layer acts as a barrier, while the spunbond layers provide mechanical strength and support.
Because of this combination, SMS fabrics are widely used in high-performance and protective applications.
Common applications include:
- Medical gowns and surgical drapes
- Surgical masks and filtration layers
- Protective clothing and PPE
Key Properties of Spunbond Nonwoven Fabric
Spunbond fabrics are valued for their balanced mechanical and functional performance.
- High tensile and tear strength
- Lightweight and breathable structure
- Excellent dimensional stability
- Strong resistance to chemicals and moisture
- Customizable softness and opacity
- Highly cost‑effective for mass production
Optional functional treatments include:
- Antibacterial finishes
- UV resistance
- Hydrophilic treatment
- Flame retardancy
- Lamination
Applications of Spunbond Nonwoven Fabrics
Hygiene and Medical
- Diapers and sanitary napkins
- Surgical gowns, masks, drapes
- Disposable sheets and covers
Agriculture
- Crop covers
- Weed control fabric
- Plant protection fleece
Construction and Geotextiles
- Roofing membranes
- House wrapping
- Soil stabilization
Packaging and Shopping Bags
- Reusable shopping bags
- Promotional bags
- Industrial packaging
Furniture and Bedding
- Mattress covers
- Sofa linings
- Interlinings
Production Efficiency and Sustainability
Modern spunbond production lines are designed for:
- High output (up to several hundred kg/hour)
- Energy efficiency through heat recovery systems
- Minimal waste, as scrap can be re‑granulated
- Compatibility with recycled polypropylene
The industry is increasingly adopting:
- Biodegradable polymers
- Lightweight fabric designs
- Recycling‑friendly single‑polymer structures
Conclusion
Spunbond nonwovens are produced by a very efficient, high technology process for a wide variety of industrial and consumer applications. Its capacity to deliver strong, light and cheap materials is critical to modern manufacturing. Ongoing developments in machinery, automation and sustainable polymers will ensure that spunbond nonwovens will remain an essential component of the hygiene, health care, agricultural and industrial sectors around the world.