Needle‑punched nonwoven production is one of those processes that sounds technical… but at its core, it’s pretty straightforward. Fibers get tangled together—literally—using thousands of barbed needles going up and down again and again.
No glue. No heat bonding. Just mechanical force doing the job.
The result? Thick, strong, almost rugged nonwoven fabrics. The kind you’ll see in geotextiles, automotive parts, filtration systems, even construction layers—places where strength and stability actually matter.
Fiber Selection (Raw material) and Characteristics
Most needle‑punched nonwoven fabrics rely on staple fibers. Not continuous filaments, but short fibers. They tangle better. Simple as that.
The choice depends on what the fabric needs to do—strength, durability, bulk or something more specific.
You’ll usually see a mix of synthetic and natural fibers. Sometimes blended. Sometimes not.
Common Synthetic Fibers
- Polyester (PET) – strong, stable, holds shape well
- Polypropylene (PP) – lightweight, resists moisture, cheaper option
- Nylon – great when abrasion resistance matters
- Acrylic – adds bulk and some insulation
- Aramid – built for extreme heat and high strength situations
Natural Fibers for Specific Uses
Not as dominant, but still important in certain applications:
- Cotton – soft, absorbent
- Wool – warm, resilient
- Jute – eco‑friendly, widely used in simple geotextiles
- Coir – stiff, tough, good for erosion control
Fiber Properties That Actually Matter
A few small details make a big difference:
- Fiber length – longer fibers tend to entangle better
- Fineness (denier) – affects density and surface feel
- Crimp – helps fibers grip each other
- Elastic recovery – keeps the fabric from flattening out over time
Not complicated. But easy to overlook.
Needle‑Punched nonwoven Manufacturing Process
The needle‑punched nonwoven manufacturing process runs continuously. No stops if things are set up right.
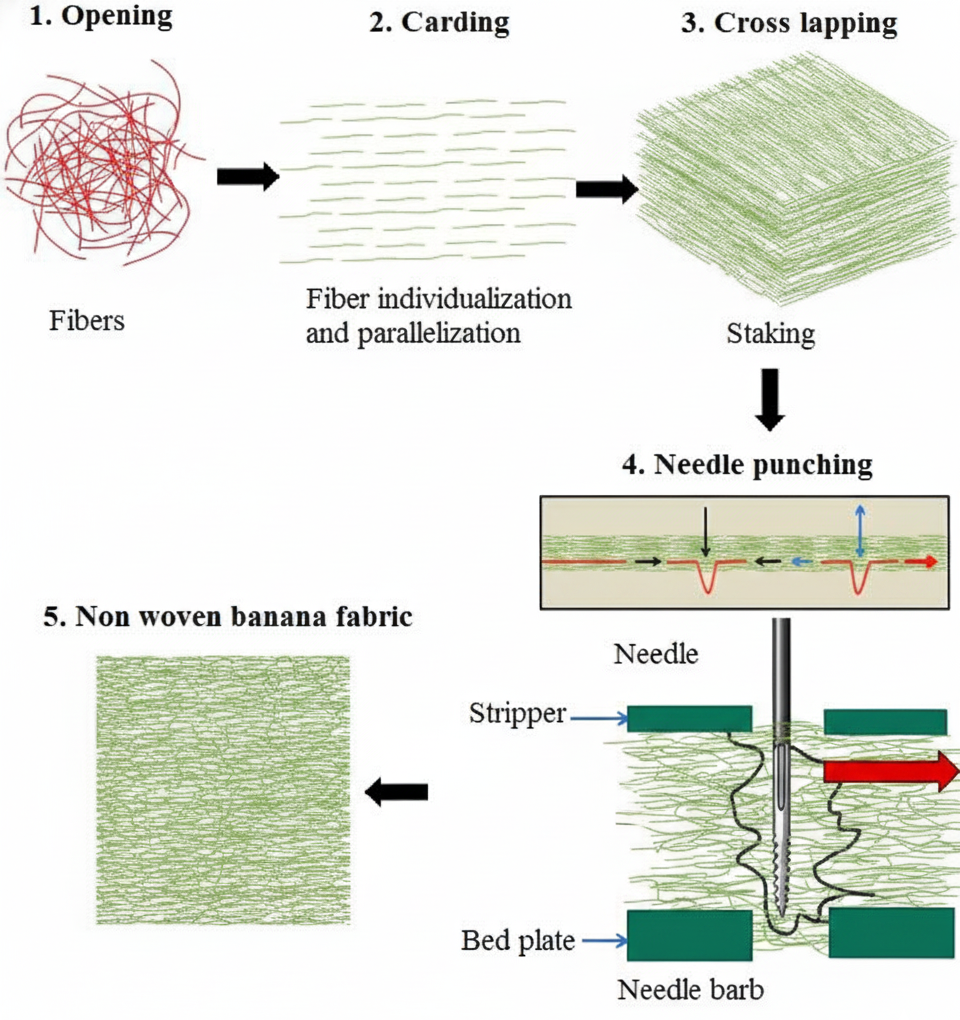
It moves through a few key stages—fiber opening, web formation, needling and finishing.
And unlike other methods, bonding happens through movement. Fibers shifting, interlocking… holding together on their own.
That’s why these fabrics tend to feel thick. Solid. A bit “heavy-duty.”
Fiber Opening and Blending-Fiber Preparation Stage
Everything starts with compressed fiber bales. Tight, messy, not usable yet.
So they’re opened up using machines that loosen the fibers and break apart clumps.
- Removes impurities along the way
- Blends fibers evenly
- Helps later steps run smoother
Good prep here makes everything else easier. Bad prep… well, it shows.
Web Formation-Carding and Cross‑Lapping
Next comes carding. Fibers get combed into a thin web, mostly aligned in one direction.
That’s fine—but not strong enough yet.
So the web is layered using cross‑lapping. Back and forth. Building thickness.
- Carding → uniform web
- Cross‑lapping → more weight and strength
- Strength improves in both directions, not just one
You end up with something that actually holds together.
Needle‑Punching Process- Mechanical Fiber Entanglement
This is where things get intense.
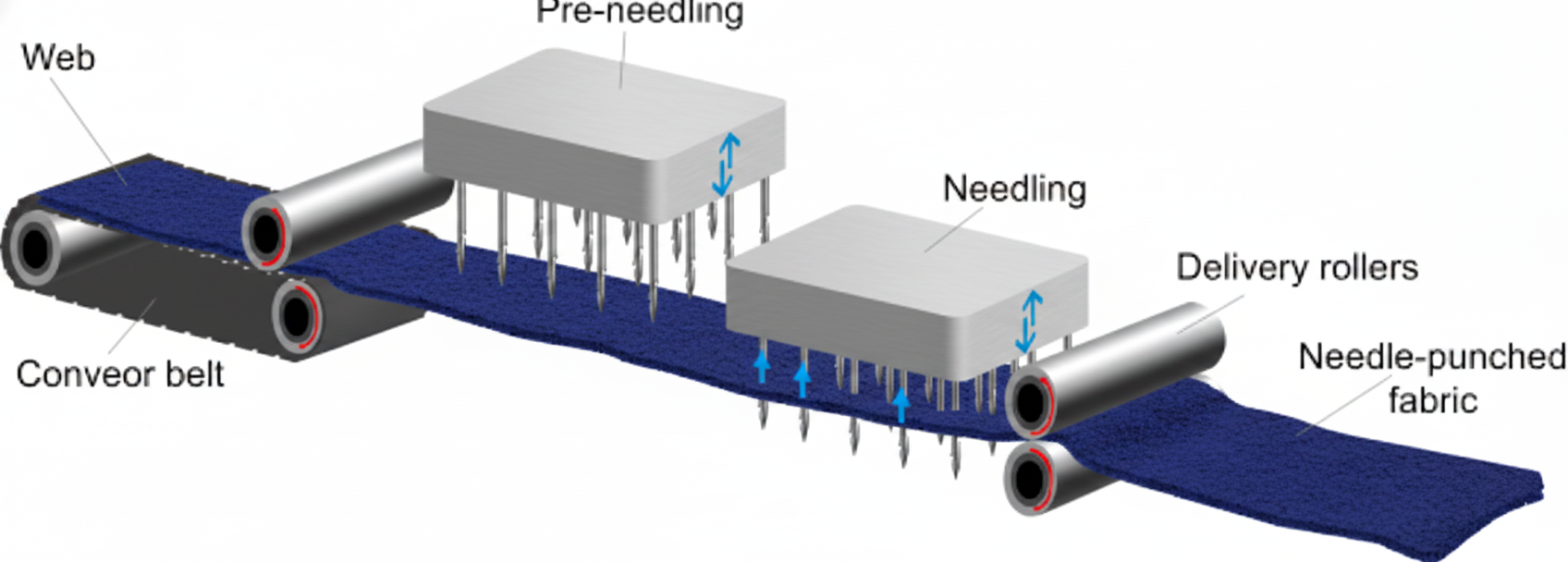
The web passes through machines packed with barbed needles. Thousands of them.
They punch through the fibers. Over and over.
Fibers get pushed, pulled, tangled—some go up, some sideways. Eventually, they lock together.
No binder needed.
- More punches = stronger fabric
- Deeper penetration = denser structure
- The whole thing becomes surprisingly tough
Single‑Side vs Double‑Side Needle Punching
Not all fabrics need the same treatment.
Single‑side punching → lighter fabrics
Double‑side punching → stronger, more uniform structure
Adjustments come down to:
- Needle density
- Punch frequency
- Penetration depth
Small tweaks, big results.
Finishing and Surface Treatment
Once the fabric is formed, it might still need a bit of refinement.
Common finishing steps include:
Heat setting – locks in shape
Calendaring – smooths the surface
Coating or impregnation – adds water or chemical resistance
Lamination – bonds with films or other layers
Not always required. But when needed, they add real value.
Fabric Winding and Cutting
Final stage. Simple, but important.
The fabric is wound into rolls—carefully. Too much tension and you distort it.
Then cut to size depending on where it’s going.
- Cones and rolls in different GSM ranges
- From lightweight felt… to really heavy industrial sheets
- Some go into thousands of GSM. Thick stuff.
Key Properties of Needle‑Punched Nonwoven Fabrics
These fabrics are known for one thing above all—toughness.
- High tensile and tear strength
- Strong abrasion resistance
- Noticeable thickness and bulk
- Good air and liquid permeability
- Solid dimensional stability
- Long service life, even under stress
They aren’t delicate. That’s not their job.
Applications of Needle‑Punched Nonwoven Fabrics
You’ll find them in places where fabrics need to perform, not just look good.
Industrial and Technical Uses
- Geotextiles for soil stabilization and erosion control
- Road construction layers and drainage systems
- Automotive carpets, trunk liners, insulation
- Thermal and acoustic insulation materials
- Filtration—air, liquid, dust
- Roofing underlays and construction insulation
Not flashy. But essential.
Sustainability and Environmental Side
There’s a quieter advantage here too.
- No chemical binders required
- Works well with recycled fibers
- Compatible with natural materials
- Long lifespan reduces replacement needs
Not perfect, but definitely aligned with more sustainable production trends.
Conclusion
Needle‑punched nonwoven production isn’t fancy—but it works. Really well.
By relying on mechanical bonding instead of chemicals or heat, it produces fabrics that are thick, strong and built to last. The process itself is flexible too. You can tweak weight, density, structure… depending on what the application demands.
And with growing demand in industries like construction, automotive and filtration, these needle‑punched nonwoven fabrics are not going anywhere.
Quiet performers. Doing the heavy lifting.